二周波誘導加熱の原理
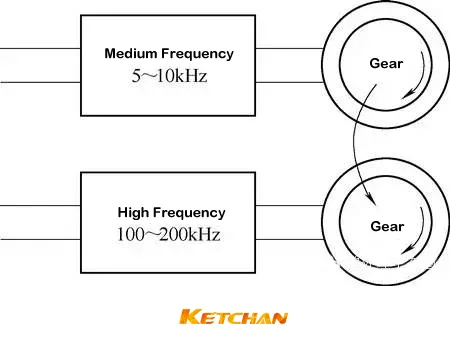
従来の (伝統的な) 二周波誘導硬化は、1 つの周波数電源がそれぞれ XNUMX つのインダクターに適用され、ギアを低周波インダクターから予熱し、別の高周波インダクターにすばやく移動して加熱およびクエンチする必要があります。図XNUMXに示すように、二周波高周波焼入れは、低周波加熱で熱エネルギーを内部に拡散させ、最後に高周波加熱で表面を加熱する、つまり「低周波は内側へ、高周波は高周波へ向かう」という特徴があります。表面に」。
図1 従来歯車二周波焼入れの模式図
二重周波数 高周波焼入れ あります 誘導加熱 硬化層の深さを増加させ、硬度分布をより合理的にするための急冷方法。 すなわち、中周波-高周波順次加熱法を用いることにより、歯形に沿って分布する硬化層が得られ、歯車の熱処理歪みが小さい。
例えば、弾性率4mmの歯車の場合、中周波電流で歯溝と歯元付近の歯面を加熱(2.5~3s)し、250kHzの高周波電流で加熱(0.6~0.7s)します。歯先と歯先側に近い歯を焼き入れます。
広州汽車集団有限公司が 45 鋼とモジュラス 3 で作られた歯車に二周波誘導加熱と焼入れを行うと、歯形に沿って均一に分布した硬化層を得ることができます。 硬化層が 0.8mm の場合、SCM420 (20CrMo 鋼に相当) 浸炭歯車の疲労性能と基本的に同等の最高の優れた曲げ疲労性能が得られ、疲労限度は 1450MPa に達することがあります。
二周波誘導加熱の工程と効果
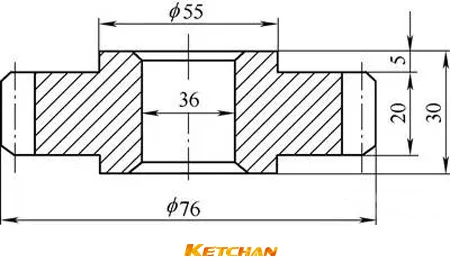
日本電気工業(株)では歯車2周波焼入れ法を試験し、歯車2周波焼入れ法や浸炭焼入れ法よりも小さな歪みが得られます。 インボリュート円筒歯車 (図 4.7 を参照) の係数は 36 mm で、歯全体の高さは 45 です。 mm、歯数は45枚、材質はSXNUMXC鋼(XNUMX鋼相当)です。 歯面は削り出しで仕上げ、予熱処理は焼き戻しです。
図2 試験歯車形状
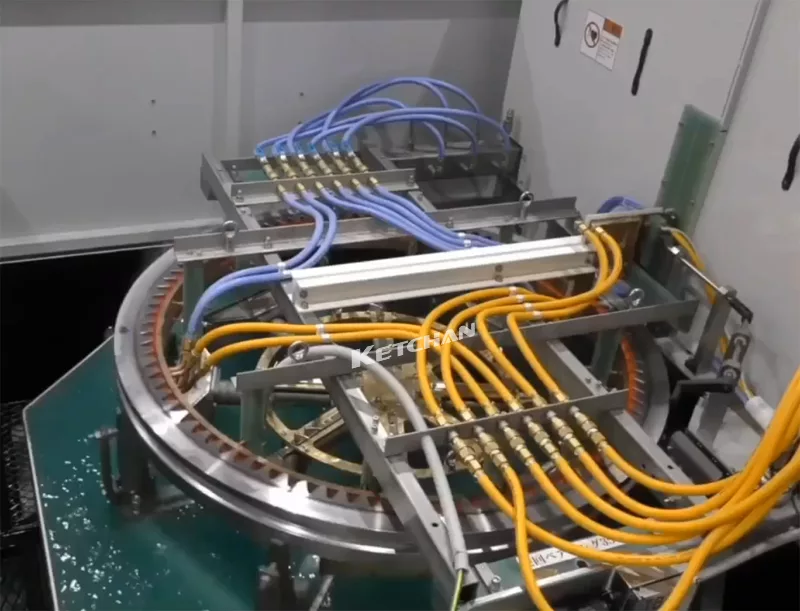
二周波高周波焼入れ法を下の写真に示します。 まず歯車を治具に乗せ、中心軸を中心に高速で回転させ、同時に誘導電源(1)からf=3000Hzの電流を流し、インダクタ(A)に入ります。 ) 予熱用。 ギアが最適温度に達すると、電源(1)が遮断され、ギアは急速に焼入れ加熱インダクター(B)に落ち込み、同時に高周波電源(2)が作動し始めます。送信電力、周波数 f=140kHz、および歯車の歯面 歯先の急速焼入れおよび加熱、歯面が焼入れ温度に達すると、高周波電源を遮断し、歯車の回転速度を低下させます同時に焼入れ水ジャケットから冷却水を噴射し、歯面、歯先、歯根を急速冷却します。 歯のプロファイルに沿って分布する硬化層が得られます。
二周波高周波焼入れ法
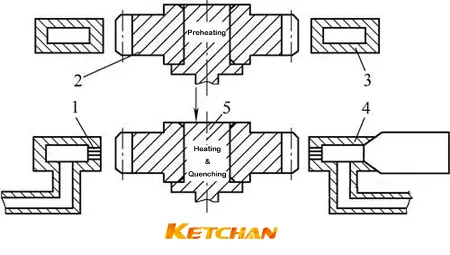
1. 散水孔 2. ギア 3. 予熱センサー(A) 4. 高周波加熱センサー(B)+クエンチングウォータージャケット 5. 治具
表 1: ギアの XNUMX つの熱処理のプロセス パラメータを示します。
| 二重周波数、単一周波数硬化および浸炭硬化の主なプロセスパラメータ | ||
|---|---|---|
| 二周波硬化プロセスパラメータ | 単一周波数硬化プロセス パラメータ | 浸炭硬化プロセス パラメータ |
| 予熱力 100kW | 暖房能力 90kW | 浸炭 950℃ |
| 予熱周波数 3kHz | 周波数90kHz | 950℃・保温2.5h |
| 予熱時間 3.65秒 | 加熱時間 3.8秒 | 850℃まで予冷 |
| 空冷時間 3.85秒 | 予熱時間 0秒 | 850℃ 20分 |
| 高周波入力電力 900kW | ||
| 高周波周波数 140kHz | 散水時間 15秒 | 焼入れ冷却媒体 - 油 |
| 加熱時間 0.14秒 | 加熱時間 0.14秒 | 焼戻し温度 180℃ |
| 散水時間 10秒 | / | 焼き戻し時間 2h |
| 散水流量 100L/min | / | 続いて空冷 |
2 つのプロセスの後の歯形に沿った歯車の歪み、残留圧縮応力、およびプロファイル率の試験結果を表 2 に示します。精度が最高で、残留圧縮応力が最高です。
表2:浸炭焼入れ、XNUMX周波高周波焼入れ、XNUMX周波高周波焼入れ後の熱変形結果(μm)
| 浸炭焼入れ、XNUMX周波高周波焼入れ、XNUMX周波高周波焼入れ後の熱変形量(μm) | ||||
|---|---|---|---|---|
| アイテム価格 | 浸炭焼入焼戻し | 単一周波数高周波焼入れ | 二周波高周波焼入れ | ノート |
| 平均プロファイル誤差 | 4.26〜4.8 | 2.2〜3.3 | 3.1〜308 | / |
| 歯形オフセット | 16 | 8.4 | 6.0 | / |
| 歯振れ | 5.867 | 3.103 | 2.198 | / |
| 歯向誤差の平均値 | 6.91 | 3.7〜4.1 | 3.7〜4.1 | / |
| 歯の誤差のオフセット | 20 | 4.4 | 4.4 | / |
| 歯振れ | 7.51 | 1.855 | 1.584 | / |
| 歯根中間部 残留応力/MPa | -27.7 | -51.3 | -778 | / |
| 歯先硬化層深さ/mm | 0.87 | 4.69 | 1.54 | ルート硬化層深さが0.55mmの場合 |
| 硬化層プロファイル率(%) | 81.5 | 0.2 | 67.2 | / |