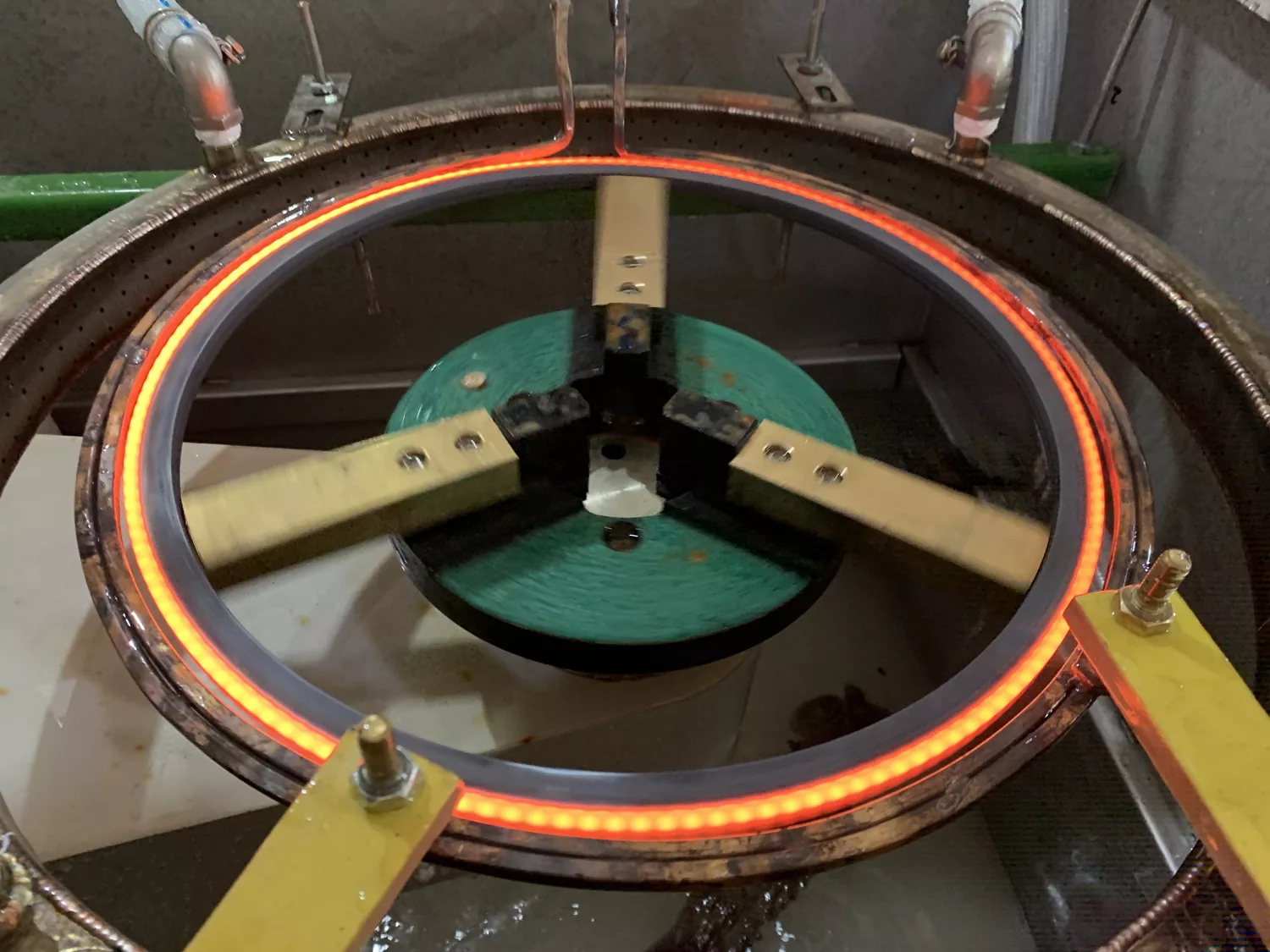
ギアリングの高周波焼入れ
火炎焼入れと高周波焼入れはどちらも、金属ワークピースの表面を加熱して急冷し、硬度と耐摩耗性を向上させる表面硬化プロセスです。 それらの主な違いは熱源です。 火炎焼入れは炎を使用してワークピースの表面を加熱しますが、高周波焼入れは電磁界を使用してワークピースの表面を加熱します。
その他の違いは次のとおりです。
- 火炎硬化は通常、大きなワークピースに使用され、高周波焼入れは通常、小さなワークピースに使用されます。
- 火炎焼入れはワークの表面全体を硬化させることができますが、高周波焼入れは特定の領域のみを選択的に硬化させることができます。
- 火炎焼入れは、焼入れ深さや温度の制御の点で、高周波焼入れよりも精度や精度が劣ります。
- 高周波焼入れは多くの種類の鋼および鋼合金に使用できますが、火炎焼入れは材料組成と炭素含有量によって制限されます。
より費用対効果の高いプロセスはどれですか?
火炎焼入れと高周波焼入れの費用対効果は、バッチサイズ、ワークピースの形状、セットアップ時間、工具費、エネルギー消費など、いくつかの要因によって異なります。 一般に、バッチ量が少なく複雑な形状の場合は火炎硬化の方が費用対効果が高く、バッチ量が多く単純な形状の場合は高周波焼入れの方が費用対効果が高くなります。 火炎焼入れは、高周波焼入れよりも設備コストが低くなりますが、エネルギー消費量が多く、信頼性係数も低くなります。 高周波焼入れ プロセスを自動化して大量生産することで、時間とお金を節約できます。
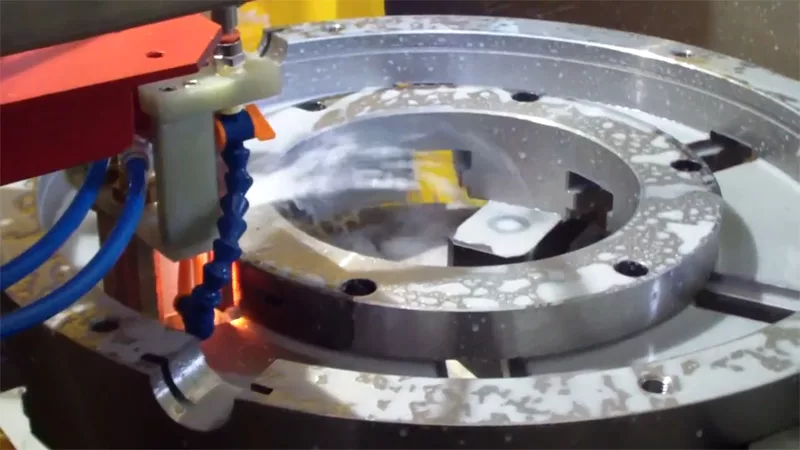
旋盤チャックの高周波焼入れ

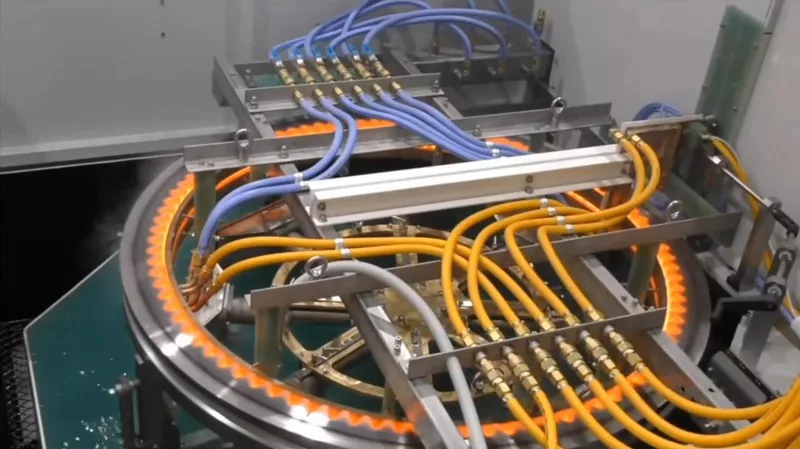
ガイドレールの高周波焼入れ

歯車の高周波焼入れ
ギアリングの高周波焼入れ
火炎または高周波焼入れを使用するワークピースの例は何ですか?
火炎または高周波焼入れを使用するワークピースの例は次のとおりです。
- ベアリングレース、ギア、ピニオンシャフト、クレーンホイールとトレッド、および石油掘削に使用されるねじ付きパイプ。 これらの部品は通常、中炭素鋼から高炭素鋼でできており、高い硬度と耐摩耗性が必要です。 ワークピースのサイズと形状に応じて、火炎または高周波焼入れのいずれかで硬化できます。
- 溶体化処理および焼戻しされた銅合金。 これらの合金は、強度と耐久性を向上させるために高周波焼入れすることができます。
- ドリル、タップ、リーマ、フライス、ブローチ、ダイなどの工作機械。 これらの工具は通常、高速度鋼または工具鋼でできており、硬い刃先と強靭なコアを備えている必要があります。 刃先に集中炎を当てて火炎硬化させることができます。
- カムシャフト、クランクシャフト、車軸、ギア、ピストン、バルブ、スプリングなどの自動車部品。 これらのコンポーネントは通常、低合金鋼または鋳鉄でできており、硬い表面層と延性のあるコアが必要です。 表面層に電磁界を印加することにより、高周波焼入れすることができます。
ワークピースの硬度と硬化深さを測定するにはどうすればよいですか?
ワークピースの硬度と硬化深さは、表面硬化の品質と性能を示す XNUMX つの重要なパラメータです。 硬度は、変形または貫通に対する材料の耐性の尺度であり、硬化深度は、ワークピースの表面の硬化層の厚さの尺度です。
材料の種類、硬化プロセスの種類、および必要な精度と精度に応じて、硬度と硬化深さを測定するためのさまざまな方法と手法があります。 いくつかの一般的な方法は次のとおりです。
- ビッカース微小硬さ試験:この試験は、ピラミッド形状のダイヤモンド圧子を使用して、ワークピースの表面に小さな荷重を加えます。 くぼみのサイズを顕微鏡で測定し、公式または表を使用して硬度値に変換します。 この試験は、ワークピースの断面に沿って複数のくぼみを作り、表面からの距離に対して硬度値をプロットすることにより、硬化深度を測定するためにも使用できます。
- ロックウェル硬度試験: この試験では、ダイヤモンド コーンまたは鋼球を圧子として使用して、ワークピースの表面により大きな荷重を加えます。 侵入深さをダイヤルゲージで測定し、目盛やテーブルで硬度値に換算します。 この試験は、ワークピースの断面に沿って複数のくぼみを作り、硬度値が指定されたレベルを下回るポイントを見つけることにより、硬化深度を測定するためにも使用できます。
- 磁気法: これらの方法では、電磁センサーまたはプローブを使用して、透磁率、保磁力、またはバルクハウゼン ノイズなどのワークピースの磁気特性を測定します。 これらの特性は、材料の微細構造と硬度に関連しており、硬化深さを推定するために調整できます。