")
")
")
")
誘導焼入れとは?
誘導法の主な用途は鋼の硬化です。 交流磁場は、XNUMXつまたは複数の誘導コイルで生成されます。 磁場は金属に渦電流を発生させ、ワークピースを目的の温度に加熱します。 加熱されたワークは、誘導加熱直後に水、油、またはエマルジョンで急冷されます。 これにより、マルテンサイト変態が発生するまで金属が冷却され、母材金属よりも硬い硬化表面が作成されます。
さまざまなユーザーのさまざまなワークピースの高周波熱処理ジョブに対応するために、さまざまな高周波焼入れシステムをカスタマイズして、お客様の焼入れ要求を満たすことができます。
誘導焼入れの利点は何ですか?
- 熱源がワークの表面にあるため、加熱速度が速く、熱効率が高くなります。
- ワーク全体が加熱されないため、変形が少ない。
- ワークの加熱時間が短く、表面の酸化・脱炭が少ない。
- ワークの表面硬度が高く、ノッチ感度が小さく、衝撃靭性、疲労強度、耐摩耗性が大幅に向上します。 材料の可能性を開発し、材料の消費を節約し、ワークピースの耐用年数を改善することは有益です。
- コンパクトな機器、使いやすい、良好な労働条件。
- 機械化と自動化が容易です。
- 表面焼入れだけでなく、浸透加熱や化学熱処理にも対応。
- 高周波焼入れ装置は一般的に高周波焼入れ工作機械であり、誘導加熱電源、負荷線、コンデンサ、変圧器、インダクタ、工作機械で構成されています。
高周波焼入れシステムを使用する理由
高周波焼入れ後、焼戻し、低温高周波熱処理プロセスにより、鋼は必要な硬度/靭性比に達します。 焼入れ処理によって得られる鋼種の最大硬度は、材料の延性を低下させます。 鋼を焼き戻すことにより、材料の硬度が下がり、靭性が増します。 誘導加熱機の出力と誘導コイル電流の周波数を調整することにより、ワークピースの硬化深さを正確に制御できます。 鋼表面の硬化により、材料の延性をほとんど低下させることなく、部品の耐摩耗性が向上します。 周波数レベルが高いほど、クエンチングの深さが浅くなり、周波数レベルが低いほど、クエンチングの深さが大きくなります。 当社の高周波焼入れシステムの周波数範囲のほとんどは次のとおりです。
- 中周波:0.1-20KHZ
- 高周波:20~80KHZ。
- 超高周波: 80-500KHZ。
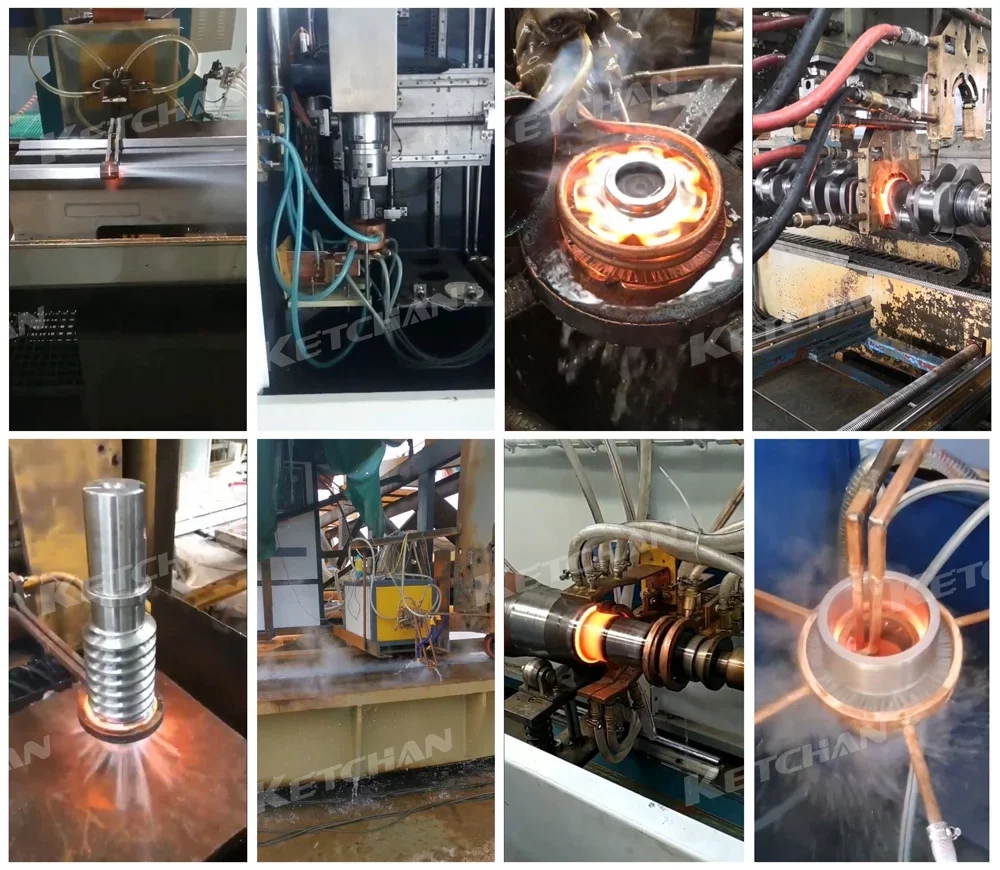
高周波焼入れシステムの用途とは?
当社の高周波焼入れシステムは、さまざまな分野の金属高周波熱処理プロセスで広く使用されています。以下に、当社の特徴的な高周波焼入れシステムの一部を示します。
- 全自動クランクシャフト高周波焼入れシステム。
- 横型ダブルステーションCNC高周波焼入れ機。
- ターンテーブルマルチステーション高周波焼入れシステム。
- 車のバンパー高周波焼入れシステム。
- ウォーターポンプスピンドル、ピン誘導焼入れ方式。
- 駆動輪、案内輪誘導焼入れ方式。
- リングギア、スパイラルアンブレラ、ギア、ツースリング高周波焼入れシステム。
- キャリパーフレーム、コネクター高周波焼入れシステム
- ベアリング内輪高周波焼入れシステム。
- カムシャフト、ハブベアリングは高周波焼入れ。
- その他部品高周波熱処理工程…
選ぶ理由 Zhengzhou KETCHAN?
Zhengzhou KETCHAN は、主に誘導加熱装置、CNC 焼入れ工作機械、工業用チラーなどの誘導焼入れシステムを提供する新しいハイテク企業です。 マシンの周波数と出力は、さまざまなアプリケーション範囲に応じて調整できます。 また、さまざまな誘導加熱ソリューション用にさまざまな誘導加熱コイルをカスタマイズできます。
また、独自の高周波熱処理ラボもあり、関連する複雑なワークピースの高周波熱処理試験を提供して、ユーザーが適切な高周波焼入れソリューションを見つけるのに役立ちます。



