2000年以来の誘導加熱
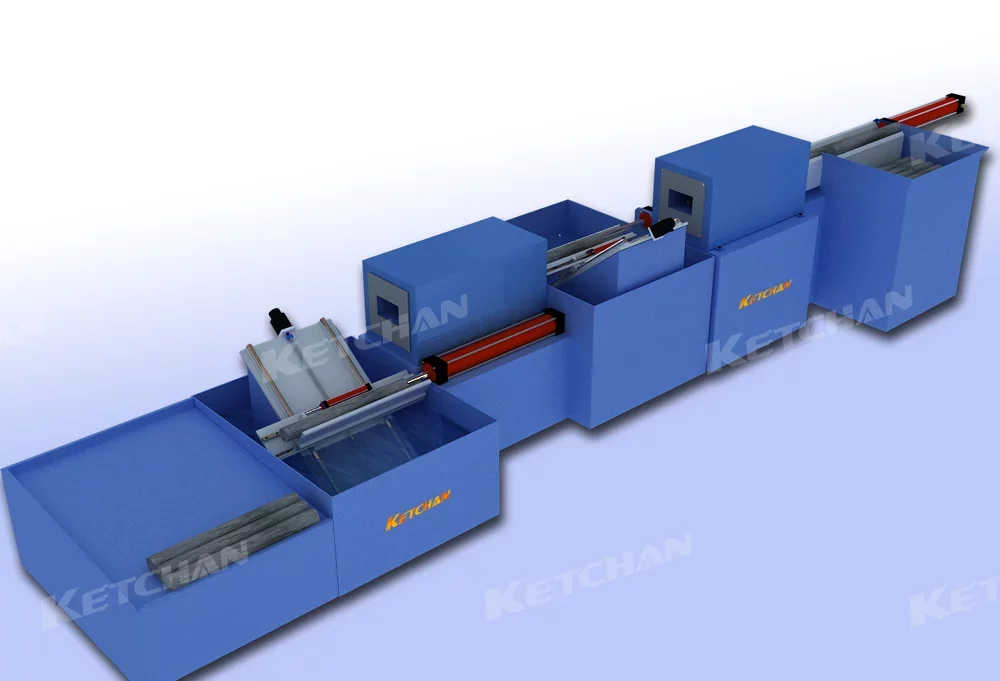
1.デジタル制御高周波焼入れ焼戻し炉。 2.インテリジェント自動熱処理制御システム。 3. 20-120mmの部品硬化焼戻しに適しています。 4. 生産能力は 0.5 ~ 3.5 トン/時間です。 5. 消費電力: 400-480 単位の電気。 6.ターンキーエンジニアリングは、操作がより簡単で、より効率的です。
共有先:
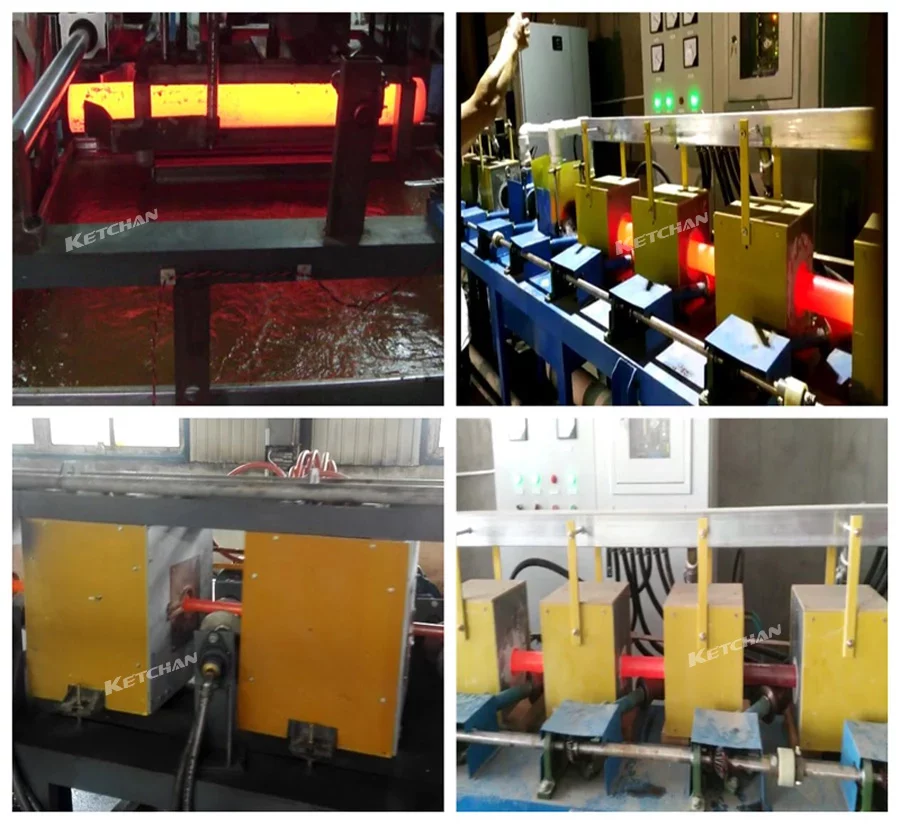
高周波焼入れ焼戻し炉は、非標準の中間周波数誘導加熱装置であり、中間周波数電磁誘導のリング効果と表皮効果の特性を利用し、丸鋼の高速加熱、均一な温度、および高度な自動化の利点を目指しています. 完全な設備には、自動ローディングとアンローディング、自動供給とアンローディング、自動温度制御、自動スプレー水クエンチ、およびその他の機能があり、丸鋼高周波焼入れ焼戻し炉の完全なセットです。
完全な高周波焼入れ焼戻しシステムは、主に丸鋼、棒材、棒鋼の高周波焼入れ、焼鈍、および焼戻しプロセスに使用されます。 自動制御と自動供給装置を支援し、誘導加熱と自動化の完璧な組み合わせを実現し、完全な誘導焼入れと焼戻し加熱生産ラインのインテリジェント制御を実現します。
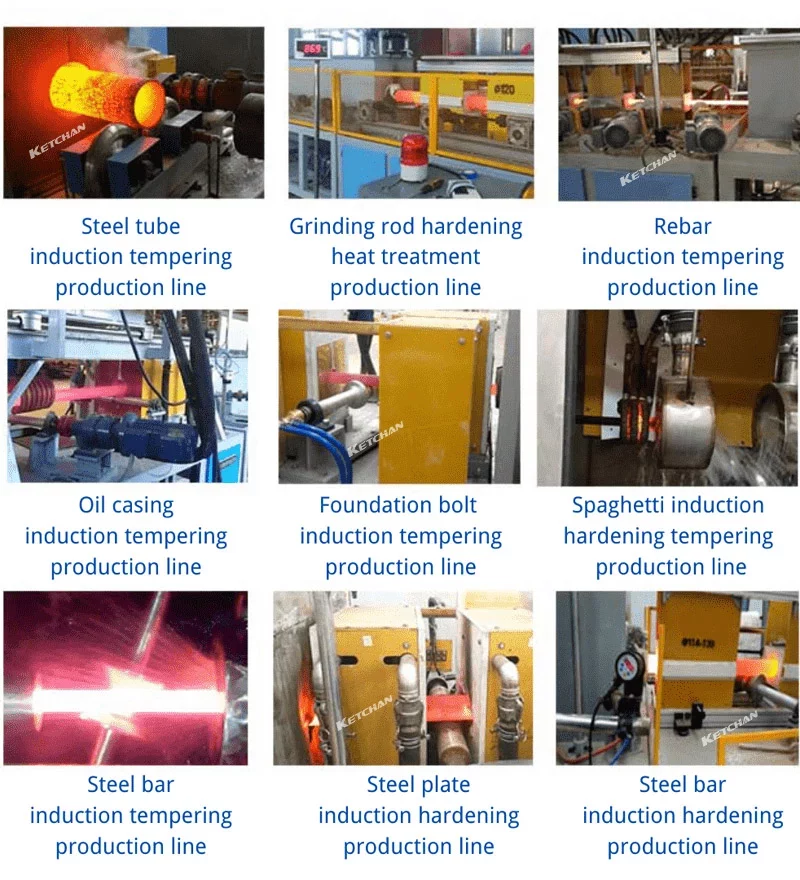
中周波高周波焼入れ焼戻し炉は、棒鋼、丸鋼、角鋼、鋼板のオンライン加熱処理、および金属材料全体の高周波焼戻しおよび焼鈍に広く使用されています。
中周波高周波焼入れ焼戻し炉は、丸鋼自動投入→高周波加熱→冷却(焼入れ)→高周波加熱(焼戻し)→自動ブランキングを有し、連続生産ラインで高周波焼入れ焼戻しの全工程機能を完了しています。
丸棒誘導焼入れ焼き戻し機、より大きなワークピース、丸棒、中実棒は、より大きな電力レベル、より低い周波数レベルの誘導加熱機を選択する必要があります。 小さいワークピース、チューブ、プレート、およびギアには、より小さな電力でより高い周波数の誘導加熱機を選択する必要があります。
深部加熱、大面積、全体加熱、大電力、低周波誘導加熱装置を選択する必要があります。 浅い加熱、小面積、局所加熱、より小さな電力、より高い周波数レベルの誘導加熱機を選択する必要があります。
より高い加熱速度は、より大きな電力、より低い周波数の誘導加熱機を選択する必要があります。
より長い作業時間は、より大きな電力の誘導加熱機を選択する必要があります.
接続が長く、水冷ケーブル接続を使用する必要がある場合でも、比較的大きな電力の誘導加熱装置を選択する必要があります。
一般的に言えば、焼入れ、溶接、およびその他のプロセスでは、比較的電力が小さく、周波数が高い誘導機を選択できます。 アニーリング、焼き戻し、およびその他のプロセスでは、比較的大きな電力の低周波レベルの誘導機を選択します。 赤いブランキング、熱間鍛造、製錬などは、優れたジアテルミー効果プロセスを必要とするため、電力を高く選択し、周波数を低く選択する必要があります。
融点が高い場合、材料はより大きな出力レベルを選択する必要があり、融点が低い場合はより小さな出力レベルを選択する必要があります。 抵抗率の低い材料はより大きな出力レベルを選択し、抵抗率の高い材料はより小さな出力レベルを選択します。
タグ:販売のための, 硬化, 高周波焼入れ, 高周波焼入れ機, 高周波焼入れ焼戻し, 誘導加熱器, 誘導加熱, 誘導加熱装置, 高周波焼戻し, 誘導焼戻し機メーカー, KETCHAN, KETCHAN ELECTRONIC, ブランド, サプライヤー, ZHENGZHOU KETCHAN, ZHENGZHOU KETCHAN ELECTRONIC
見積もりを取得する
")
")