2000年以来の誘導加熱
1.高周波誘導曲げ機を完成させます。 2.幅広い用途のカスタマイズされた誘導コイル。 3. 加熱効率が高く、消費電力が少ない。 4. 20年以上の直接メーカー。 5. CE、SGS、および ISO9001 の認証を取得しています。
共有先:
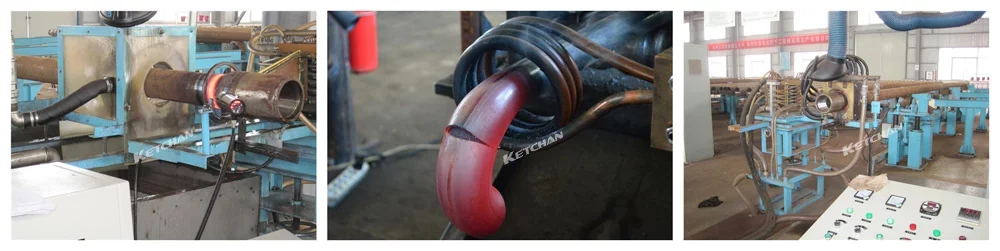
完全な高周波誘導曲げ加工機システムには、次の XNUMX つの部品が含まれています。
プロジェクト
ユニット
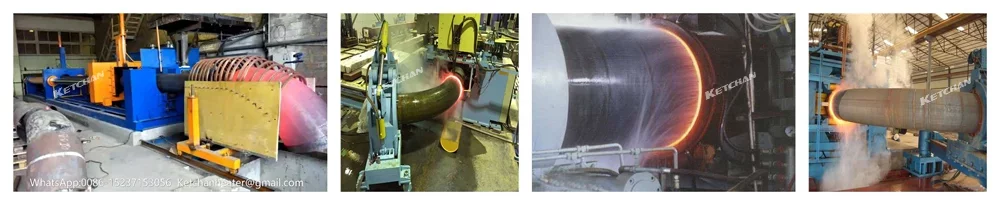
熱間パイプ曲げ加工
最小加工丸パイプ曲げパイプ径
mm
φ219
最大加工丸パイプ曲げパイプ径
φ762
加工丸パイプ曲げパイプ肉厚
6〜30
パイプ曲げ半径
R(曲げ半径)
R=2M~20M
パイプ曲げ角度
0
120
最大加工角管曲管径
400*400
最小加工角管曲げ管径
300*300
加工パイプ肉厚
角管曲げ半径
機械作業系圧力
MPA
21
装備前進推力
T
200
メインシリンダー有効ストローク
12000
パイプ曲げ速度調整範囲
mm / s
0.25〜3
角管曲げ速度調整範囲
油圧機器の動力
KW
37
本体容量
機械概要
M
28 * 2.2 * 1.6
マシン総重量
28
誘導加熱装置は、熱処理の生産期間中に非常に広い適用範囲を持っています。 適切な誘導加熱機を選択するときは、次の技術データと要求を考慮する必要があります。
タグ:販売のための, 熱処理機, 高周波誘導加熱, 誘導ベンダー, 誘導曲げ, 誘導曲げ機, 高周波焼入れ焼戻し, 誘導加熱器, 誘導加熱, 誘導加熱装置, 誘導加熱装置メーカー, KETCHAN, KETCHAN ELECTRONIC, ブランド, サプライヤー, ZHENGZHOU KETCHAN, ZHENGZHOU KETCHAN ELECTRONIC
見積もりを取得する
")
")
")
")




{kind=link}
{kind=link}
{kind=link}
{kind=link}