2000年以来の誘導加熱
リングギア(外側リングギアと内側ギアを含む)は、一般的に使用される機械的伝達部品であり、特に大径リングギアは、誘導加熱および焼き入れプロセスによる表面強化に広く使用されています。 リングギア高周波焼入れ機は、工程が簡単で、部品の変形が少なく、部品の部分処理が可能で、生産効率が高く、省エネルギー、クリーンな生産、環境汚染が少なく、工程の機械化と自動化が容易なため、広く使用されています。
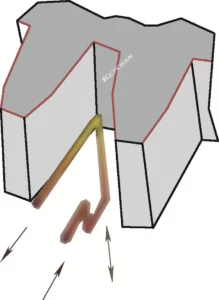
リングギアの高周波加熱焼入れ方法には、ギャップごとのリングギアの高周波焼入れ、歯ごとのギアの高周波焼入れ、スピン硬化ギアの高周波焼入れ、および二周波高周波焼入れの2.5種類があります。 歯の溝に沿った高周波焼入れと歯ごとの高周波焼入れプロセスは、大径 (最大 6m) でモジュールの大きい外輪歯車と内輪歯車に特に適していますが、小径でモジュールの小さい歯車には適していません。 (モジュール)。 XNUMX未満)。
ギャップバイギャップリングギヤの高周波焼入れ技術ポイント
(1)。 リングギアの歯溝に沿った高周波焼入れの一般的な周波数は1~30kHzで、インダクタと部品の間のギャップは0.5~1mmに制御されています。(2)。 コギング インダクタに沿って生成される渦電流は、ルートで最も高い電流密度を持つ蝶形です。 そのため、インダクタに磁性導体を装備する必要があり、そのノッチ駆動効果を利用して歯元面に隣接するインダクタの電流密度を高め、インダクタの効率を向上させることができます。(3)。 誘導コイルを隣接するXNUMXつの歯面と非常に対称になるように正確に制御し、歯面と歯元の間のギャップを厳密に制御する必要があります。
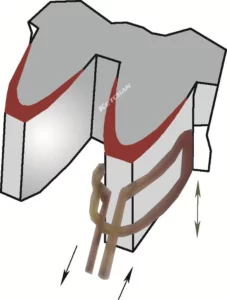
(4)。 インダクタの高さと磁気導体の量を合理的に一致させて、歯の表面と歯の根元の加熱温度を均一にし、焼入れ割れを防ぎます。
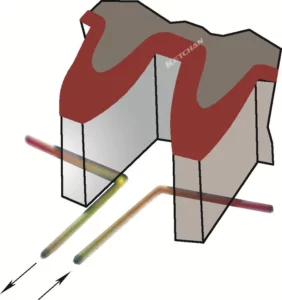
メイン回路が中央にあり、XNUMX つの分岐回路が両側にあります。 主回路電流は分岐回路電流の XNUMX 倍であり、リング ギアの入口および出口端面の鋭い角の過熱イメージを効果的に低減できます。
誘導コイルは製造精度が高く、耐用年数が長いため、早期の損傷を避けるために使用中に慎重に調整する必要があります。
タグ:ケース高周波焼入れ, 歯車の高周波焼入れ, 高周波焼入れ内スプライン, 高周波焼入れ機, 旋回リングの高周波焼入れ, 高周波焼入れリング, 高周波焼入れスプロケットギア, 誘導熱処理装置, 誘導焼入れ機, リングギア熱処理, リングギア高周波焼入れ, 旋回軸受高周波焼入れ
関連製品
この物語が好きですか? プラットフォームに共有:
見積もりを取得する


")



{kind=link}