高周波焼鈍とは
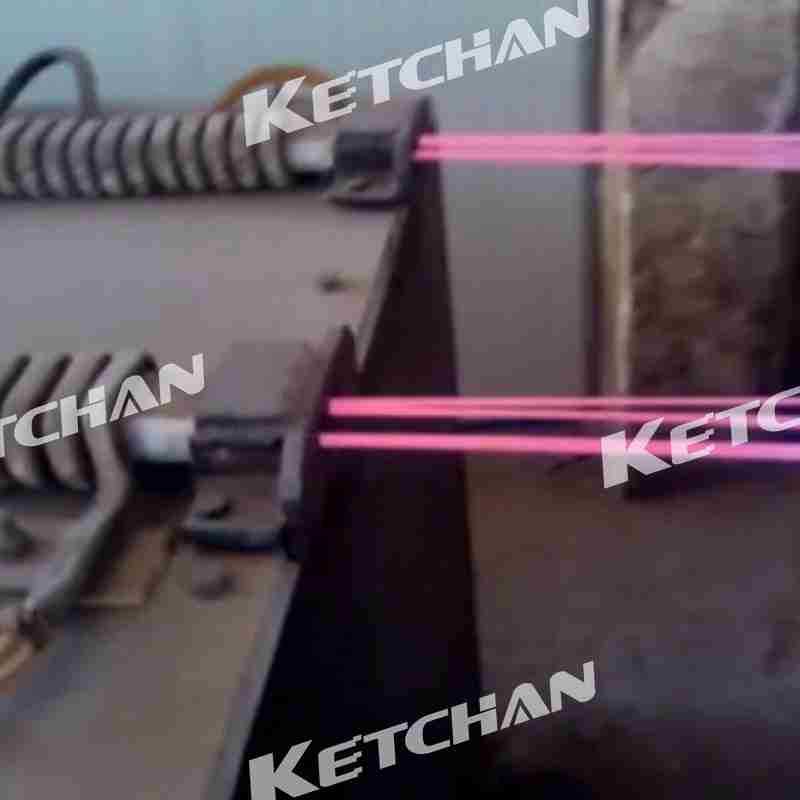
誘導焼鈍は誘導加熱の一部です。 高周波焼鈍の目的は、金属材料の硬度、靭性、および内部応力を変化させて、最高の材料特性を実現することです。 高周波焼鈍の主な利点は、常に同じ結果を保証するために、ターゲットを絞った繰り返し可能な方法でワークピースを加熱できることです。 高周波焼鈍では交番電磁界によってワークピースに直接熱が発生するため、プロセスを非常に正確に制御でき、エネルギーを効率的に使用して高効率を実現できます。 これにより、ワークピースの均一な熱分布と浸透深さが保証されます。 高周波焼鈍では、高周波焼入れのように水やクーラントで急冷するのではなく、ゆっくりとワークの温度を下げていきます。 加熱プロセス全体が非接触で短時間です。
誘導アニールを使用する理由
金属の材料特性は、高周波焼鈍によって非常に正確かつ確実に改善できます。 高周波焼鈍は、主に軟化焼鈍と応力除去焼鈍に使用され、従来のプロセスと比較して大きな利点があります。 高周波焼鈍により、クリーン焼鈍時の熱処理により材料中の不純物を除去することができます。
- 誘導により、焼鈍プロセスは鋼の硬度を低下させ、可塑性を向上させ、切断と冷間変形処理を容易にします。
- 結晶粒を微細化し、鋳造、鍛造、および溶接によって引き起こされる微細構造の欠陥、さらには鋼の微細構造と組成を排除し、鋼の特性を改善するか、後の熱処理の微細構造に備えます。
- 鋼の内部応力を除去し、変形や割れを防ぎます。
高周波焼鈍は、所望の材料特性に応じて、周波数、電力、および(ろう付けを参照)高周波焼鈍時間でプロセスを完全に調整できるため、優れた加熱制御を提供します。 これにより、非常に高い熱処理品質と再現性が保証されます。これは、大量生産において特に重要です。
鋼の高周波焼鈍プロセスとアプリケーションは何ですか?
一般的な高周波焼鈍プロセスには、均質化焼鈍、完全焼鈍、不完全焼鈍、等温焼鈍、球状化焼鈍、再結晶焼鈍、応力除去焼鈍などがあります。
| NO。 | アニーリング方法 | 主目的 | アニール処理の特徴 | 適用範囲 |
|---|---|---|---|---|
| 1 | 拡散アニール | 構成ユニフォーム | AC30(150~200)℃まで加熱し、長時間保温、ゆっくり冷ます | 鋼の鋳造・鍛造・圧延部品、成分分離等 |
| 2 | フルアニーリング | 洗練された組織、硬度を下げる | AC30(150~200)℃まで加熱し、長時間保温、ゆっくり冷ます | 鋳造部品、溶接部品、中炭素鋼および中炭素合金鋼の鍛造および圧延部品。 |
| 3 | 部分焼鈍 | 組織を微細化し、硬度を下げる | Acl10(40~60)℃まで加熱し、保温後ゆっくり冷ます | 中高炭素鋼、低合金鋼などの鍛造・圧延部品(完全焼鈍より組織微細化度が低い) |
| 4 | 等温アニーリング | 構造を微細化し、硬度を下げ、白点を防止する | Ac3 + (30 — 50)℃ (過共析鋼) または Acl + (20 — 40)℃ (共析鋼と硬度、共析鋼の生成を防ぐ) まで加熱し、一定時間保持した後、Ar1 より少し低い温度まで冷却します。等温変態後、空冷(空冷) | 中炭素合金鋼および一部の高合金鋼の重鋳物、鍛造品、プレス部品など (完全焼鈍よりも微細構造と硬度が均一です) |
| 5 | 球状化焼鈍 | 超硬球状化、硬度低下、可塑性向上 | Acl + (20 — 40)℃または Acl に加熱して硬度を下げ、- (20 — 30)℃に上昇、保温後、等温冷却または直接徐冷 | 金型および軸受鋼部品。 構造用鋼冷間押出部品 |
| 6 | 再結晶焼鈍または中間焼鈍 | 加工硬化の排除 | Ac1~(50~150)℃まで加熱、保温後空冷 | 冷間変形鋼および鋼部品 |
| 7 | 応力緩和焼鈍 | 内部ストレスの緩和 | Ac1~(100~200)℃まで加熱、保温後、200~300℃まで空冷または炉冷後、空冷 | ゲルマニウム鋼部品、溶接部品、鍛造部品 |
- あなたは訪問することができます Zhengzhou KETCHAN electronic 株式会社Youtube より多くのためのビデオ ルーム。 ありがとう。




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}