2000年以来の誘導加熱
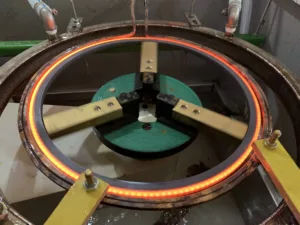
高周波焼入れとは、電磁誘導の原理を利用して、交流磁場中の磁力線をワークに切断させ、金属部品の表面に誘導電流を発生させる焼入れ方法です。 交流の表皮効果により、被加熱部の表面が渦電流の形で急速に加熱され、その後急速に高周波焼入れします。
後に 誘導加熱装置 加熱および焼入れプロセスを完了すると、金属部品の表面硬度が高くなり、コアは良好な可塑性と靭性を維持し、ノッチ感度が低くなるため、衝撃靭性、疲労強度、および耐摩耗性が大幅に向上します。 加熱時間が短く、部品の表面酸化や脱炭が少ないため、他の熱処理に比べて部品の不良率が非常に低くなります。 また、適切な誘導加熱コイルを選択することは、金属誘導加熱処理の分野で重要な役割を果たします。 機械化・自動化・高生産性を実現しやすい操作性。
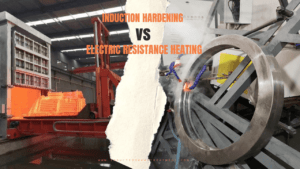
高周波焼入れは、電磁誘導により金属ワークに渦電流を発生させ、ワークを加熱する処理です。 一般的な金属加熱技術と比較して、高周波焼入れ技術には次の利点があります。
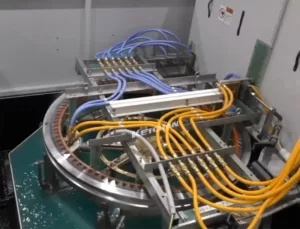
完全な高周波焼入れ装置の構成には、一般に次のものが含まれます。 誘導加熱電源, CNC高周波焼入れ工作機械, 高周波焼入れコイル、および補助 冷却水循環システム 焼入液循環方式。
現代の誘導加熱装置メーカーは、誘導硬化装置とターンキー プロジェクトの完全なセットを引き受ける能力のかなりの部分を占めており、ユーザーは生産サイクルを短縮するために、デバッグの過程で複数の供給部門が原因で回避され、調和が取れていません。時間などの長いデバッグの病気。 完全な機器とターンキー プロジェクトの供給は、機器メーカーにとって競争の手段となっています。
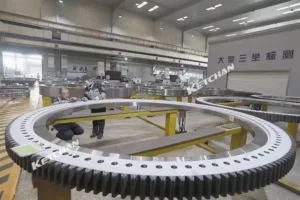
合計で、主要なXNUMXつとして 高周波焼入れシステム 中国のメーカー、私たちは何千もの熱処理工場が適切な高周波焼入れ熱処理ソリューションをすでに見つけるのを支援してきたので、適切な高周波焼入れシステムの高周波焼入れプロセスを確認するために。 焼入れ部品の図面、材質、硬度、焼入れ深さのご要望をお聞かせいただければ、関連する誘導加熱焼入れシステムの技術的提案と見積書を提供することができます。 ありがとう。
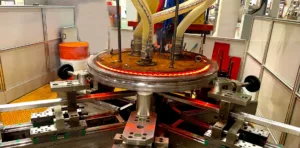
高周波焼入れプロセスにはいくつかの加熱方法があり、すべて適切な加熱ワークピースがあります。
タグ:自動高周波熱処理, ボールスタッド硬化, ボールスタッド熱処理, ボールスタッド焼入れ, ボールスタッドテンメリング, カムシャフト硬化, カムシャフト高周波焼入れ, CNC硬化, CNC焼入れ, CNC焼入れ機, CNC焼入れ工作機械, クランクシャフト硬化, クランクシャフト焼入機, ディスクCNC硬化, 販売のための, 歯車の硬化, 歯車焼入れ熱処理機, 歯車の高周波焼入れ, ギア誘導加熱装置, 歯車焼入れ機, 歯の焼き入れ, 熱処理機, 高周波高周波焼入れ, 高周波誘導焼入れ, 横型焼入れ工作機械, 誘導ハ, 高周波焼入れ, 高周波焼入れオートバルブ, 高周波焼入れ機, 高周波焼入れ焼戻し, 誘導加熱器, 誘導加熱, 誘導加熱装置, 誘導焼入れ, 誘導焼入れ機, 高周波焼入れ装置, 誘導スキャナー, 誘導スキャン, 誘導シャフト硬化, KETCHAN, KETCHAN Electronic, メーカー, ブランド, 読み取りスキャナー, ロッド硬化, シャフトCNC焼入機, シャフト硬化, シャフト熱処理, シャフト高周波焼入れ, シャフト高周波焼入れ機, シャフト誘導加熱, シャフト焼入れ機, サプライヤー, 超高周波焼入れ, 垂直高周波焼入れ機, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
見積もりを取得する






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}