誘導加熱の歴史
誘導加熱で最も重要な効果
導体に交流電流を流すと、導体断面の電流分布が不均一になり、導体の表層に最大の電流密度が現れます。 この電流の蓄積現象を表皮効果と呼びます。 交流は導体に誘導起電力を発生させ、誘導起電力の大きさは内側から外側に向かって徐々に弱まっていくと言えます。 次に、電流密度は、導体の断面の内側から外側に向かって強化されます。
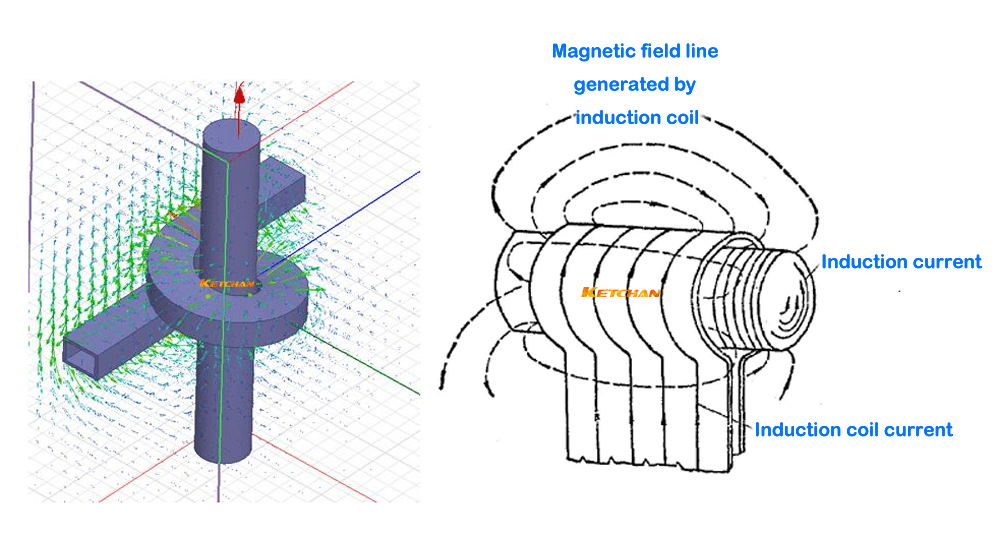
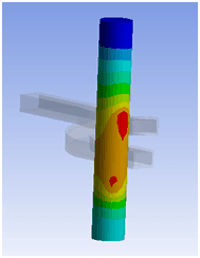
表皮効果により、ワークの誘導電流が不均一に分布し、ワークの各部分で不均一な発熱が発生します。 表面に近い大量の電気エネルギーが熱エネルギーに変換されますが、内部電流は小さく、発熱も小さく、内部温度は上昇します。主に外部の表面エネルギーに依存して伝導によって入ります。 したがって、誘導加熱の電力が大きい場合、加熱時間は非常に短く、伝導方法ではワークの内部まで伝導するには遅すぎます。 焼入れなどの工程では表面加熱の要求が厳しく、加熱時間は非常に短いです。 要するに、ワークピースの表面の温度が非常に高く、内部がまだ低温であるにもかかわらず、赤く焦げたり、溶けたりすることがあります。
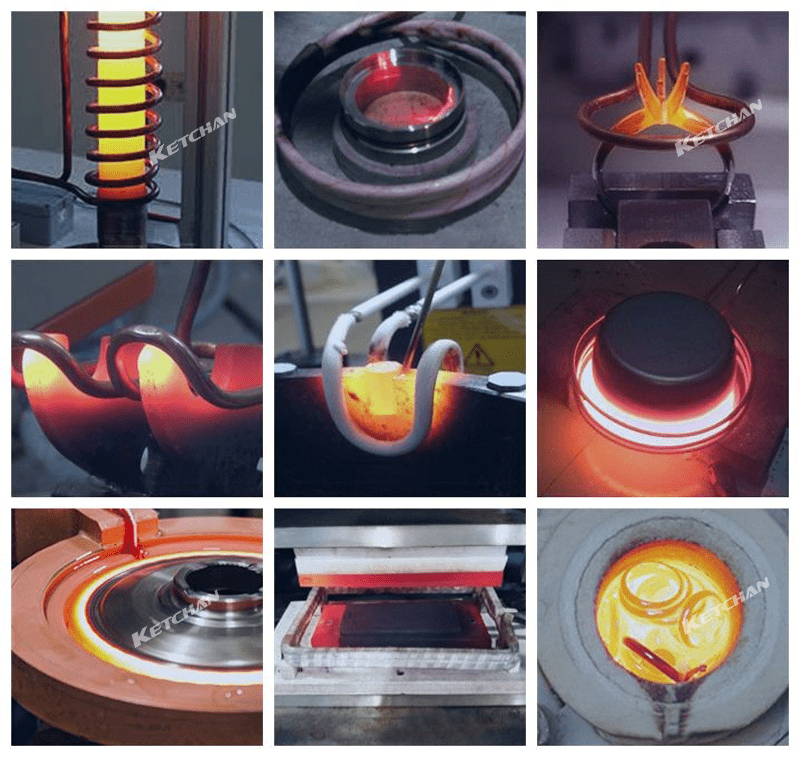
誘導加熱に関わる産業と製品
誘導加熱電源は、クリーンでエネルギー効率が高く、自動化が容易です。 誘導加熱技術の革新と開発は、産業の変革とアップグレードに対する私の国の要件に沿っており、低炭素で環境に優しく、省エネの社会を確立するという目標と一致しています。
- 電気炉: 連続亜鉛めっき炉、トンネル炉、ウォーキングビーム炉、環状炉頂装入溶解炉、丸型アルミ溶解炉、傾斜保持炉、真空アーク再溶解炉、エレクトロスラグ再溶解炉、真空誘導溶解炉、真空精密鋳造炉、誘導コンデンシングシェル溶解炉、真空空気ロウ付け 溶接炉 真空熱処理炉 真空脱ガス炉 焼入れ:焼入れ工作機械。
- アニーリング: 空調用銅管のオンライン焼鈍装置です。
- 熱処理: ギア熱処理。
- シャフト熱処理 予熱: ストリップ鋼ビレット加熱射出成形機。
- ホットアセンブリ: ホット組立機。
- 溶接: 誘導ろう付け装置。
- 鍛造: 銅やアルミなどの金属の鍛造・硬化。
- ボンディング: 車のドアカバー。
- プラズマ: 高周波装置を使用してプラズマを生成します。 光ファイバー、セラミックス、ナノマテリアル用途。
- ポストヒート: ケーブルの絶縁を改善します。
- 矯正とレベリング: 甲板の矯正とレベリング 機関車の機首
- テンパリング: 自動車部品の焼き戻し。
誘導加熱技術の継続的な開発と多くのエンジニアの絶え間ない努力により Zhengzhou KETCHAN、当社は現在、「フルデジタル誘導加熱技術」を中核とするハイテク企業であり、さまざまな専門家を顧客に提供しています 溶接装置|焼入れ装置|鍛造設備|製錬設備|電磁誘導加熱装置.
タグ:誘導加熱器, 誘導加熱, 誘導加熱精細, 誘導加熱方式、誘導加熱方式, 誘導加熱周波数範囲, 誘導加熱の歴史, 誘導加熱のしくみ, 誘導加熱装置, 誘導加熱メーカー, 誘導加熱サプライヤー, 誘導加熱技術, KETCHAN, KETCHAN Electronic