高周波表面硬化の利点は何ですか?
誘導面硬化: ワークの表面のみを焼き入れる工程。
目的: マルテンサイト構造は、ワークピースの表面の特定の深さ範囲内で得られ、コアは、ワークピースの表層を硬く耐摩耗性にするために、表面焼入れ前の焼入れ焼戻しまたは正規化の構造状態を維持し、コアは十分な可塑性と靭性を保持しています。
パラメーター: 硬化層の深さと硬度勾配。 硬化層の深さと硬度勾配を決定するときは、表面硬化層とワークの負荷応力分布を一致させる必要があります。
高周波表面硬化とは?
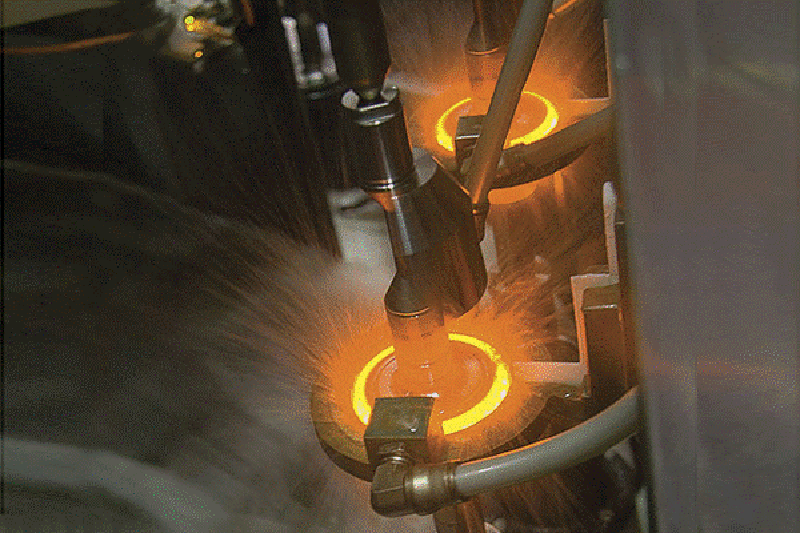
ワークに誘導電流を流すことにより発生する熱作用により、ワークの表面を加熱・急冷する高周波焼入れ処理。
- 誘導加熱の基本原理
電磁誘導、渦電流加熱、ヒステリシス加熱などの物理現象や、導体内の交流電気の分布特性を利用しています。
インダクタに交流電流が流れると、その周囲に同じ周波数の交流磁場が発生します。 交番磁界の作用下で、ワークピースに誘導起電力が発生し、それによってインダクタと同じ周波数で反対方向の誘導電流、つまり渦電流が発生します。 渦電流はワークピース自体の抵抗により熱エネルギーに変換され、それによってワークピースが加熱されます。渦電流加熱とも呼ばれます。
- 誘導加熱機の分類と用途
出力に応じて、現在の周波数は、高周波、中周波、電力周波数、および超高周波誘導加熱機に分けることができます。
誘導加熱機 | 周波数範囲 | 出力 | 適用範囲 |
電力周波数誘導加熱機 | 0.05KHZ | 100-2000 | より大きなローラーとより大きな直径のシャフトの高周波表面硬化プロセスに適しています。 |
中周波誘導加熱機 | 10KHZ | 15-1000 | 1. 大きなモジュール ギア、カムシャフト、クランクシャフト表面の高周波焼入れ。 2.小中シャフトとベアリングスリーブ高周波焼入れ。 |
高周波誘導加熱機 | 30-60KHZ | 5-500 | 1.小型または中型モジュールギア、スピンドル表面高周波焼入れ 2.クランクシャフト、カムシャフトの硬化。 |
超高周波誘導加熱装置 | ≥200KHZ |
| 1. 小型モジュール ギアの表面高周波焼入れ。 2. 軸表面の高周波焼入れが少ない。 |
高周波表面硬化後の金属性能は?
- 表面硬度:急速加熱急冷を行ったワークピースの表面硬度は、通常の急冷よりも 2 ~ 5 ポイント高くなることがよくあります。
- 耐摩耗性:急速加熱表面焼入れ後のワークの耐摩耗性は、通常の焼入れよりも優れています。
- 疲労強度: 正しい表面硬化プロセスを使用すると、部品の耐疲労性を大幅に向上させることができます。
- 残留応力分布: 表面焼入れ後の残留応力の大きさと分布は、鋼種、部品サイズ、硬化層の深さ、加熱と冷却などのさまざまな要因に関連しています。
高周波表面硬化処理とは?
高周波焼入れプロセスには、主に周波数と比出力の選択と決定、加熱方法と加熱プロセスパラメータの選択と決定、冷却媒体と冷却方法の選択と決定などが含まれます。
周波数と比出力の決定:
現在の周波数は、硬化層の深さの要件に従って合理的に選択する必要があります。 硬化層の深さに応じて電流周波数を選択する場合は、熱処理マニュアルに記載されています。
関連製品
-
 高周波熱処理装置
高周波熱処理装置ギヤ焼入れ機
-
高周波熱処理装置
表面硬化機
-
高周波熱処理装置
シャフト高周波焼入れ機
-
 高周波熱処理装置
高周波熱処理装置クランクシャフト高周波焼入れ機
-
CNC硬化システム
シャフトCNC焼入れ工作機械
-
CNC硬化システム
高周波焼入れ装置





