ボールスタッドの主な機能は、ホイールの上下運動とステアリングの動きを実現することです。 ボール スタッドは、自動車の運転およびステアリング機能を完成させるための重要なセキュリティ パーツです。 ボールスタッド部品の使用条件により、ホイールからの力や振動に耐える強度と耐久性がボールスタッドに求められます。つまり、部品の熱処理管理が強度と耐久性を確保するための重要な要素となります。 , ここでは、ボール スタッドの高周波熱処理の長年の改善経験を、参考のために同業者に紹介します。

1. ボールスタッドの主な製造工程
トラックに使用されているボール スタッドは、国家標準の 45 鋼で作られています。 ボール スタッドの用途と技術的要件に応じて、ボール スタッドの表面には高い耐摩耗性と耐久性が求められます。 主な工程:切削 → けん化 → 冷間圧造 → 焼入れ焼戻し → 穴あけ → 荒削り → 荒削り → 精削り → 微削り → ねじ転造 → 高周波加熱焼入れ、焼き戻し → 非破壊検査 → 梱包 → 倉庫保管。
2. ボールスタッド高周波熱処理の技術要件
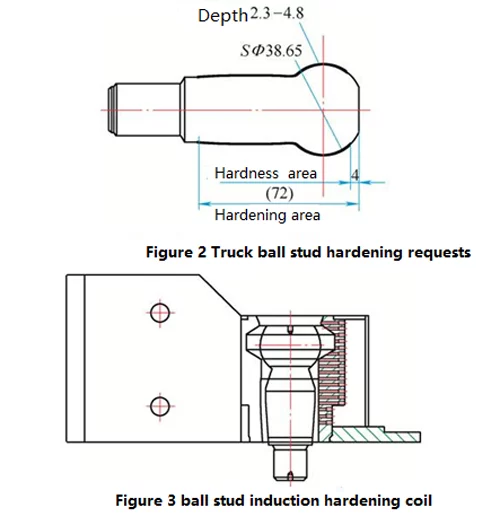
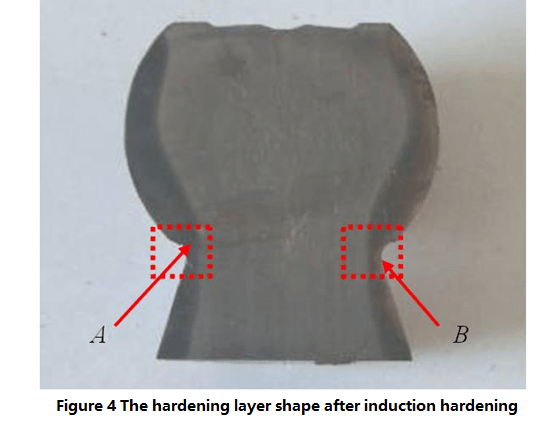
ボール スタッドの技術的要件 (図 2 を参照) に従って、焼入れと焼戻しには中周波誘導加熱が使用されます。 電力200kW、周波数8000Hzの中間周波加熱機。 急冷冷却媒体は清水で、水温は20~40℃、急冷水圧は0.2~0.8MPaです。 焼戻しはウェル型焼戻し炉を採用し、焼戻し温度は180℃です。 使用する加熱インダクタの構造を図 3 に示します。
3.既存の問題
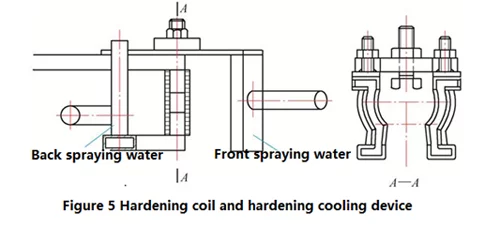
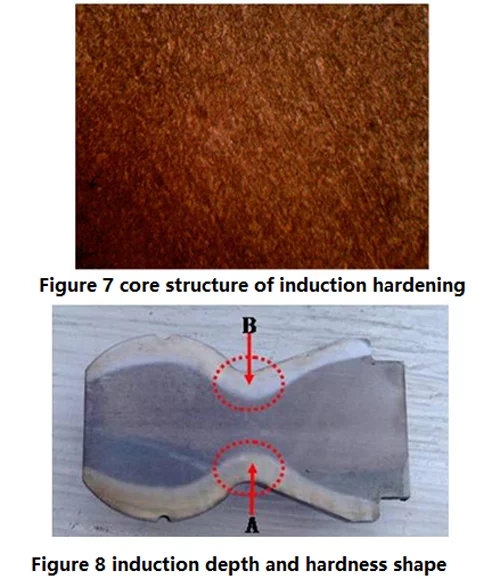
上記の中間周波数誘導熱処理プロセスによって処理されたボールスタッドは、検査によって確認されます。硬度、マルテンサイト構造、硬化層の深さ、硬化領域、および形状はすべて認定されており、技術的要件を満たしていますが、図 4 に示すように、A と B の硬化層は明らかに他の部分よりも深く、硬化層の深さは非常に不均一であり、熱処理の安定制御に大きな困難をもたらします。 したがって、この望ましくない現象を改善することにしました。
4。 改善
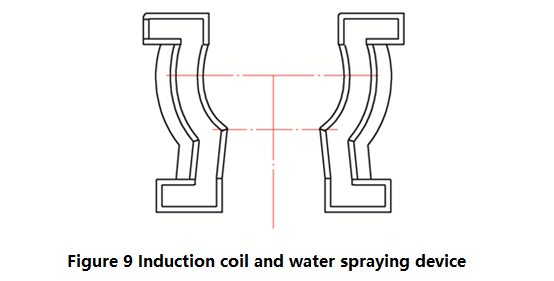
新設計のインダクターとクエンチング冷却水噴霧装置は分割構造を採用(図5参照)。 左側がアッセンブリーに組み付けたセンサーと焼入れ冷却水噴射装置、右側のAA断面図がワーク上のインダクターと位置決め装置です。 、インダクタの形状は、インダクタの有効リングの内側とワークピースとの間のギャップの均一性を保証します。 ワークは下部クランプ機構に配置され、インダクターに移動し、中間位置に調整され、上部位置決め装置で固定されてから下降します。 デバイスのクランプ機構がボール ピンを回転させ、センサーに通電して部品を加熱します。 加熱が完了した後、前後のクエンチングウォータースプレーボックスにスプレーして冷却とクエンチングを行います。 未焼入れのボールスタッドに対して上記のプロセスが繰り返され、焼入れされたボールスタッドが焼戻しのために焼戻し炉に入れられる。
5.効果を高める
上記の改善策をボールスタッドの再高周波熱処理に適用してください。 検査後の焼戻し硬度は60HRCです。 グレード2; 硬化層の深さは 3.2 ~ 4.0 mm で、図 8 に示すように、改良されたボール スタッドの硬化層の形状と層の深さは比較的均一であり、特に図 8 の A と B の硬化層の深さは均一です。形状大幅に改善されましたが、生産工程において、クランプとアンローディングの効率が低く、改善前よりも生産量が低下したとオペレーターから報告がありました。
6. 再度改善する
クランプとアンロードの効率が低いことを考慮して、主に、新しく設計された位置決めおよびクランプ装置は十分に合理的ではなく、手動操作が多くなり、時間がかかると分析しています。 そのため、元の位置決めとクランプに代わる垂直工作機械を導入することにしました。 これにより、元の固定ナットの時間が短縮され、ワークが下部クランプ機構に配置されたときにワークがインダクタに移動する時間が短縮されます。 このため、図5に示した対応するスプリットインダクタと焼入れ冷却水噴霧装置AAは、図5に示す状態に変化する。 5.
改善されたクランプおよび位置決め機構が生産に投入された後、クランプおよびアンロードの効率は通常の生産状態に戻ります。
生産要件。
結論
複雑な形状のボールスタッドの高周波熱処理を体系的に改善することで、熱処理プロセス設計のプロセスは、連続した設計、実用検証、改善確認、再検討のサイクルプロセスのみであるという理解が深まりました。改善は全体の熱処理プロセスを作ることができます。 このシステムは、部品設計で要求される技術的性能要件をより適切に満たすために、継続的に改善されています。
関連製品
-
 CNC硬化システム
CNC硬化システムCNC焼入れ工作機械
-
CNC硬化システム
CNC高周波焼入れ機
-
高周波熱処理装置
ボールスタッド高周波焼入れ機


