


ベアリング製造における誘導加熱
誘導加熱は、電磁誘導を使用してベアリングを直接接触せずに加熱するプロセスです。誘導加熱には、より速い加熱、より優れた温度制御など、従来の方法に比べて多くの利点があります。


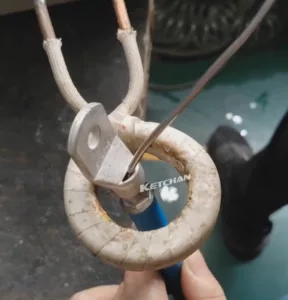
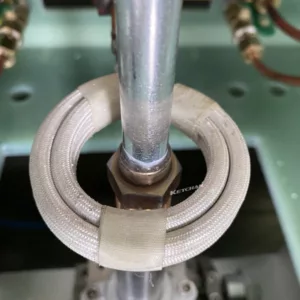
C型誘導コイルは回転シリンダーを加熱するために昇降できます
C タイプのフレキシブル誘導加熱コイルは、回転シリンダーを加熱するために持ち上げたり閉じたりすることができます。このカスタマイズされた C タイプの誘導コイル (フレキシブル ケーブルで巻かれています) は、持ち上げ、開閉するように設計されています。
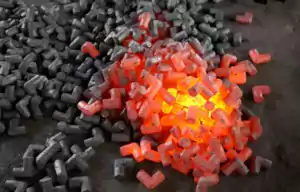





なぜ金属は電磁誘導により発熱するのでしょうか?
金属は、ジュール加熱と磁気ヒステリシスという XNUMX つの主な効果により、電磁誘導によって熱を発生します。 ジュール加熱は、電流が流れることによって起こります。


誘導加熱技術は 5G 産業に何ができるでしょうか?
誘導加熱技術は、5G コンポーネントやデバイスの製造、テスト、修理の面で 5G 業界にメリットをもたらす可能性があります。 例: 5G コンポーネントの製造および



誘導はんだ付け・誘導はんだ付け機とは何ですか?
誘導はんだ付けとは何ですか? 高周波はんだ付けは、はんだと呼ばれる金属溶加材を使用して XNUMX つの金属表面を接合するプロセスです。 はんだはより低い温度で溶けます。
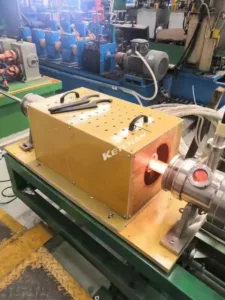
高周波焼入れプロセスガイダンス
KETCHANの誘導加熱機の周波数範囲: 1 kHz-600 kHz マシンの価格を取得する 高周波焼入れは、金属部品が交互の加熱によって加熱される表面硬化の一種です。

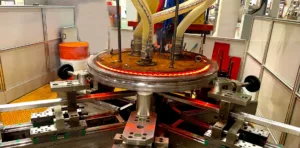
銅からアルミニウムへの誘導ろう付け
銅とアルミニウムの高周波ろう付け 銅とアルミニウムのろう付け 真鍮とアルミニウムの高周波ろう付け 銅とアルミニウムの高周波ろう付けは、これら XNUMX つの異なる金属を接合するプロセスです。






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}