誘導加熱によるファスナー加工は、電流を使用してボルト、ネジ、ナット、ワッシャーなどの金属部品を加熱し、成形するプロセスです。誘導加熱は、非接触加熱と一貫した品質を可能にするため、金属部品を機械加工するための高速、正確、かつエネルギー効率の高い方法です。誘導加熱は、ボルト、ネジ、ナット、ワッシャーなどの金属部品を鍛造するための、高速、正確、かつエネルギー効率の高い方法です。
アプリケーションの一部は次のとおりです。
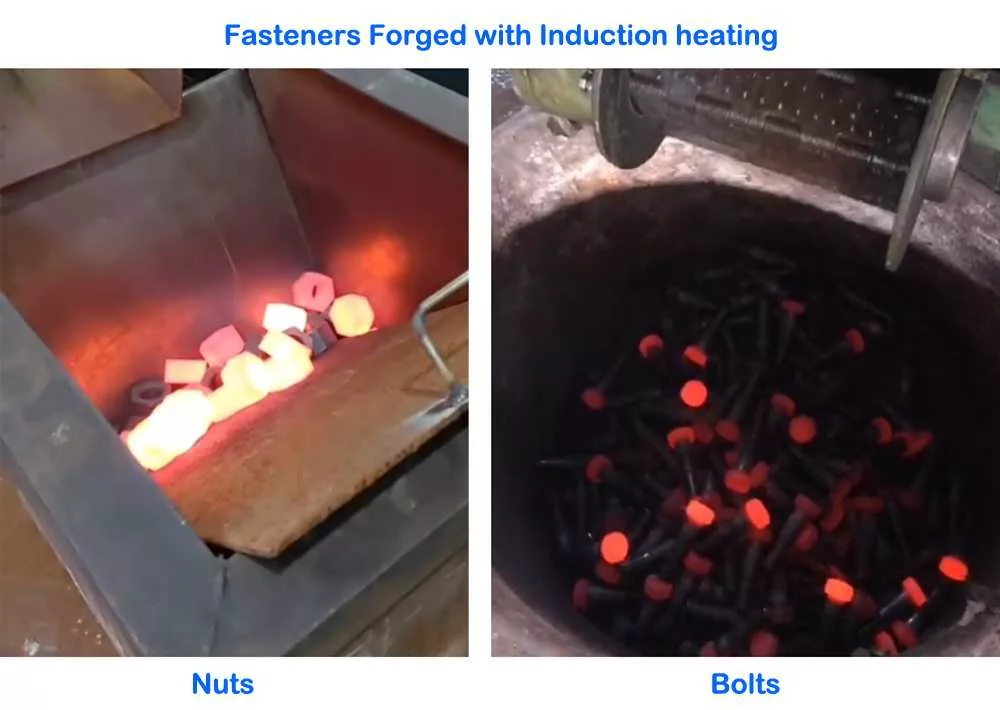
- 熱間圧造: 鍛造前のボルトやネジの頭を予熱するために高周波が使用されます。これにより、鍛造プロセスの一貫性、品質、生産性が向上し、エネルギー消費と設備の設置面積も削減されます。
- ねじ転造: スレッドロールダイスでねじ山を形成する前に、ファスナーを加熱するために誘導が使用されます。これには、ねじ切り加工に比べて、強度が高く、表面仕上げが良く、ファスナーのコストが低いなどの利点があります。
- スレッドのパッチ適用: 高周波は、ファスナーを所定の位置に固定する方法であるスレッドパッチングに使用される塗料または粉末材料を硬化するために使用されます。誘導加熱により、パッチング材料の迅速かつ制御された硬化が可能になり、高品質で信頼性の高い固定が可能になります。
- ボルトの取り外し: 高周波は焼き付いたボルトを加熱してボルトを拡張し、ソケットから緩めるために使用されます。これは、周囲の部品への損傷を回避し、怪我のリスクを軽減するため、トーチやレンチを使用するよりも安全で効果的な方法です。
誘導加熱を使用してファスナーを鍛造する手順は次のとおりです。
誘導加熱によるファスナーの鍛造は、電流を使用してコイル内の金属を加熱し、ハンマーまたはプレスで成形するプロセスです。
- 誘導加熱システムに適切な電源と周波数を選択してください。出力と周波数は、鍛造する金属棒または棒のサイズ、形状、材質によって異なります。式 P = m * c * ΔT / t を使用して、指定された時間内に金属を目的の温度まで加熱するのに必要な電力を計算できます。ここで、P は電力、m は質量、c は比熱、ΔT は温度変化です。 、t は時間です。周波数は金属への電流の浸透深さに影響します。一般に、周波数が低いほど浸透が深くなり、周波数が高いほど浸透が浅くなります。式 δ = 503 * √(ρ / (f * μ)) を使用して浸透深さを計算できます。ここで、δ は深さ、ρ は抵抗率、f は周波数、μ は透磁率です。アプリケーションに適切な電力と周波数を選択するためのガイダンスについては、誘導加熱システムのメーカーに問い合わせることもできます。
- 金属棒または棒を誘導コイルに置き、電源を入れます。コイルは、鍛造するロッドまたはバーの端に近づけて、触れないようにする必要があります。過熱や損傷を防ぐために、コイルは十分に絶縁され、水冷されている必要があります。金属はコイル内で急速かつ均一に加熱され始めます。高温計または熱電対を使用して、金属の温度を監視できます。金属を鍛造に適した温度まで加熱する必要があります。この温度は、金属の種類と最終製品に求められる特性によって異なります。たとえば、炭素鋼は通常、約 1800°F (980°C) の鍛造温度を必要としますが、ステンレス鋼は約 2100°F (1150°C) の鍛造温度を必要とします。
- コイルから金属を取り外し、鍛造プレスまたはハンマーに移します。熱を逃がして怪我をしないように、これは迅速かつ慎重に行う必要があります。熱い金属を扱うには、トング、クランプ、またはその他のツールを使用できます。また、火傷や火花を防ぐために、保護手袋、ゴーグル、衣類を着用する必要があります。 2 つの部分からなるダイを使用して、金属の端を六角頭、四角頭、丸頭などの目的のファスナー形状に成形できます。金属に亀裂や割れを生じさせずに変形させるには、十分な力と速度を加える必要があります。ねじ転造ダイスを使用して加熱ファスナーにねじ山を形成することもできます。これには、ねじ切りよりも高い強度、優れた表面仕上げ、低コストなどの利点があります。
- 必要に応じて、金属棒または棒のもう一方の端にもこのプロセスを繰り返します。また、単一のロッドまたはバーをセグメントに切断し、各セグメントを個別に加熱することで、複数のファスナーを鍛造することもできます。留め具のサイズ、形状、品質が一貫していることを確認する必要があります。
- 鍛造したファスナーを冷却し、焼き戻し、硬化、コーティングなどの追加の処理を行います。金属の種類と必要な特性に応じて、空気、水、または油によってファスナーを冷却できます。ファスナーを冷却すると残留応力が減少し、金属の機械的特性が向上します。また、ファスナーをチャネル コイル内で再度加熱して焼き戻しし、鍛造応力を軽減することもできます。焼き戻しを行うと、金属の靭性と延性が向上し、硬度と脆性が軽減されます。ファスナーの耐食性、外観、または性能を向上させるために、ファスナーに亜鉛、ニッケル、クロムなどのコーティングを施すこともできます。
{kind=link}
{kind=link}
{kind=link}