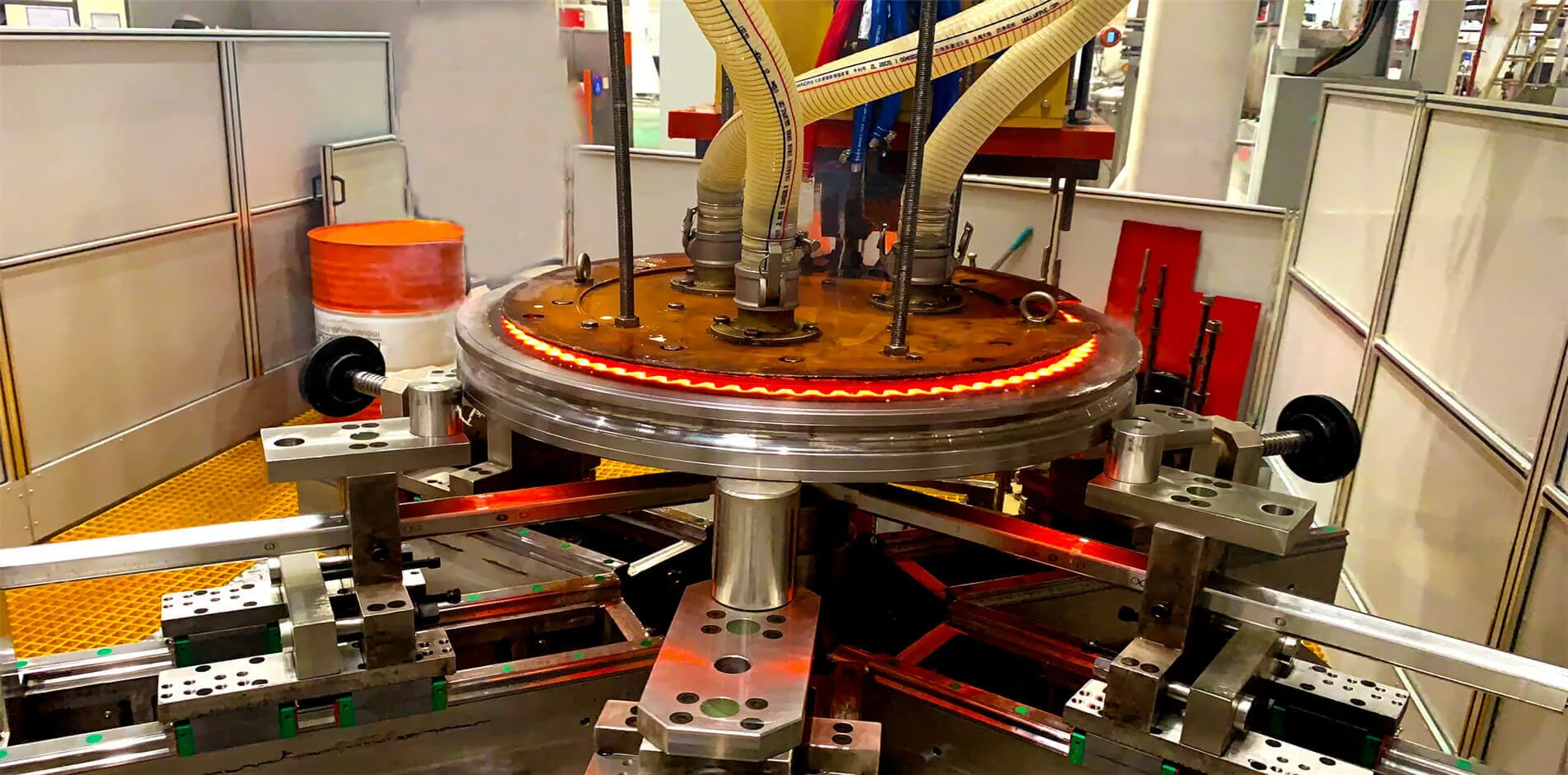
高周波焼入れは、金属部品を交流磁場で加熱し、その後急冷(急冷)する表面硬化の一種です。 焼き入れされた金属はマルテンサイト変態を起こし、部品の硬度と脆性が増加します。 高周波焼入れは、部品全体の特性に影響を与えることなく、部品またはアセンブリの領域を選択的に硬化するために使用されます。 高周波焼入れは、シャフト、ギア、スプリング、スタンピングなどの鋼部品の耐摩耗性、表面硬度、疲労寿命を向上させるための一般的なプロセスです。
高周波焼入れの周波数はどうやって選ぶのですか?
高周波焼入れ機の加熱頻度は、ワークピースのサイズと形状、必要な加熱深さとパターン、生産速度、装置のコストとサイズなどのいくつかの要因によって異なります。 一般に、周波数が高くなると加熱深さが浅くなり、均一な熱パターンが生成されますが、より多くの電力が必要となり、より多くの電気力学的な力や音響ノイズが発生する可能性があります。 周波数が低いと加熱深さが深くなり、熱パターンが不均一になりますが、必要な電力も少なくなり、電気力学的力や音響ノイズが減少する可能性があります。
高周波焼入れ、周波数は、中間周波数 (MF) と無線周波数 (RF) の 3 つのグループに分割されます。 通常、MF 範囲は 50 ~ 100kHz、RF 範囲は 400 ~ XNUMXkHz です。 MF は硬化深さが深い大型および中型の部品の加熱に適しており、RF は硬化深さが浅い小型および薄い部品の加熱に適しています。 いくつかの例 高周波焼入れ用途 典型的な周波数は次のとおりです。
- 歯車の輪郭硬化: 3-10 kHz
- シャフトの表面硬化:10~30kHz
- 小物部品の表面硬化:100~400kHz
- 金属ワークの高周波ろう付け: 100-400 kHz
- 少量の金属の誘導溶解: 100 ~ 400 kHz13
高周波焼き入れプロセスを最適化するために周波数、電力、時間の最適な組み合わせを選択するには、コンピューター シミュレーションまたは実験的テストを使用して詳細な分析を実行する必要があります。
ワークピースを次の場所に送ることができます KETCHAN硬化試験については の研究室、またはご相談ください KETCHANの熱処理エキスパートを無料でご提供します。
タグ:硬化プロセス, 高周波焼入れ, 高周波焼入れ装置, 高周波焼入れ指導, 高周波焼入れの加熱周波数, 高周波焼入れ機, 高周波焼入れプロセス, 高周波焼入れソリューション, 高周波焼入れ焼戻し, 誘導加熱器, 誘導加熱装置, KETCHAN, 表面硬化処理