2000年以来の誘導加熱
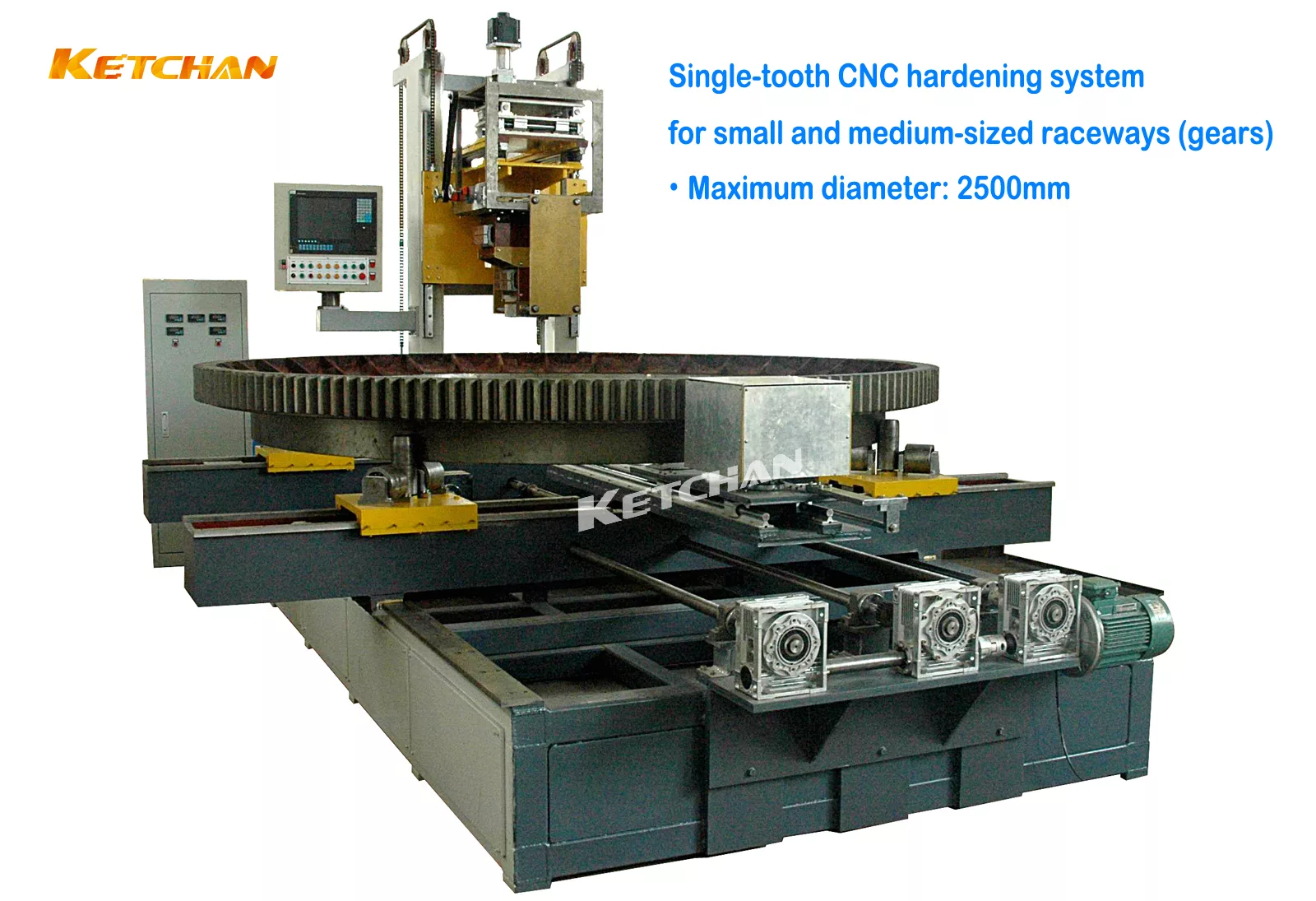
歯車硬化は、歯の表面に硬化層を形成することにより、歯車の耐摩耗性と疲労強度を向上させる処理です。歯車の焼き入れには、高周波焼き入れ、浸炭焼き入れ、窒化処理、火炎焼き入れなどのさまざまな方法があります。
この物語が好きですか? プラットフォームに共有:
見積もりを取得する