
ベアリングの高周波焼き入れ
高周波焼入れは、誘導加熱と焼入れを使用してベアリングなどの金属部品に硬化層を作成する表面硬化技術です。
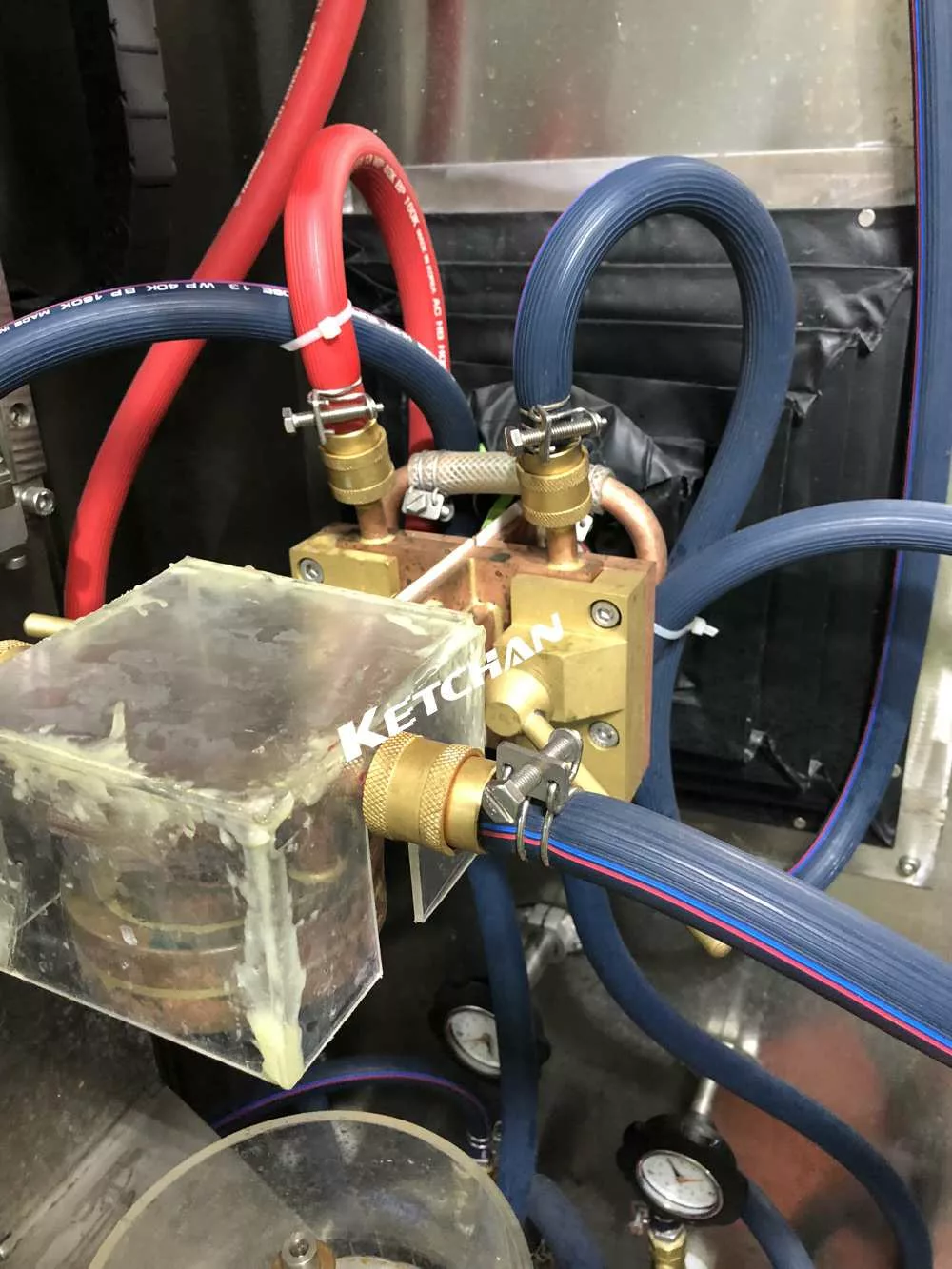
- 配置: ベアリングは銅コイルの内側に配置されます。
- 加熱: ベアリングは交流によって変態温度以上に加熱されます。
- 焼入れ: 軸受は水またはその他の焼入れ媒体によって急速に冷却されます。 このプロセスにより、表面の硬度と耐摩耗性が向上しますが、同時に表面がより脆くなります。
ベアリングの場合、誘導表面硬化には XNUMX つのタイプがあります。ソフト ゾーンを使用したスキャン、ソフト ゾーンを使用しないスキャン、およびシングルショット硬化です。 一部のプロセスでは、硬化操作が個別のステップに分かれています。開始ゾーンの加熱、開始ゾーンの焼入れが始まり、その後コイルがリングの周りを移動してリングを加熱します。
このタイプの硬化には、0.3 ~ 0.6 wt% C の炭素含有量が必要です。 高周波表面硬化低合金中炭素鋼は、高い耐摩耗性を必要とする重要な自動車および機械用途に広く使用されています。
ベアリングの高周波焼き入れ熱処理のメリット
- 耐摩耗性の向上: 硬度と耐摩耗性の間には直接的な相関関係があります。 高周波焼入れにより、部品の耐摩耗性が大幅に向上します。
- 強度と疲労寿命の向上: これは、柔らかいコアと表面の残留圧縮応力によるものです。 高周波焼入れにより、衝撃荷重や振動に耐えるのに必要な延性を犠牲にすることなく、ベアリングジャーナルとシャフトセクションに優れた耐久性を与えることができます。
- 熱処理歪みの低減:表面のみを加熱・冷却するため、熱処理歪みを低減できます。
- より高い表面硬度: 硬化よりも速い局所冷却速度により、より高い表面硬度値を達成できます。
- 強靭なコアを備えた深いケース: 一般的なケース深さは 030 インチ ~ 120 インチで、未臨界温度で実行される浸炭、浸炭窒化、およびさまざまな形式の窒化などのプロセスよりも平均して深いです。
- 選択的硬化プロセス: 溶接後または機械加工後の領域は柔らかいままです。これを達成できる熱処理プロセスは他にほとんどありません。
- 比較的最小限の歪み: たとえば、長さ 1 インチ x 40 インチのシャフトには、等間隔に配置された 2 つのジャーナルがあり、それぞれ長さ 4 インチで、荷重のサポートと耐摩耗性が必要です。 高周波焼き入れはこれらの表面のみ、合計 XNUMX インチの長さで実行されます。 従来の方法では(さらに言えば、全長に高周波焼き入れを行った場合)、反りが大幅に増加します。
- 低コスト鋼の使用を許可します: 10451 など。
これらの利点により、高周波焼き入れは、表面硬化、焼き戻しと応力除去、焼きなましと焼きならし、結晶粒の微細化、析出硬化または時効、粉末金属の焼結など、さまざまな用途に効果的な熱処理プロセスとなります。