
シャフト高周波焼入れ機
1 Automated shaft induction hardening machine
2 Fast heating speed Less oxidation
3 Heating length speed temperature can control
4 Uniform hardening speed high

ボールスタッド高周波焼入れ機
1 Ball stud ball socket induction hardening machine
2 Customized 1 2 4 8 stations CNC hardening machine
3 Digital DSP induction heating power supply <br

CNC高周波焼入れ機
1 Turnkey CNC induction hardening machine
2 CNC program with Siemens Mitsubishi Fanuc
3 Imported ball screw servo motor drives
4 Customize 1 10

立形CNC焼入れ工作機械
1 Vertical CNC hardening machine tool
2 Adopt Siemens CNC control system
3 High automation for mass production
4 Adopt hardening integrated design <br



シャフト高周波焼入れ機
1.自動シャフト高周波焼入れ機。
2.加熱速度が速く、酸化が少ない。
3.加熱長さ、速度、温度を制御できます。
4.均一な硬化速度、高い制御精度。
5. さまざまな誘導コイルをカスタマイズします。
6. より省エネ、よりグリーンな環境。

ボールスタッド高周波焼入れ機
1.ボールスタッド、ボールソケット高周波焼入れ機。
2. カスタマイズされた 1/2/4/8 ステーション CNC 硬化機。
3. デジタル DSP 誘導加熱電源。
4.特別にカスタマイズされた高周波焼入れコイル。
5.特許取得済みの誘導硬化トランスと一致します。
6. ボール ピン高周波焼入れターンキー プロジェクトを完了します。

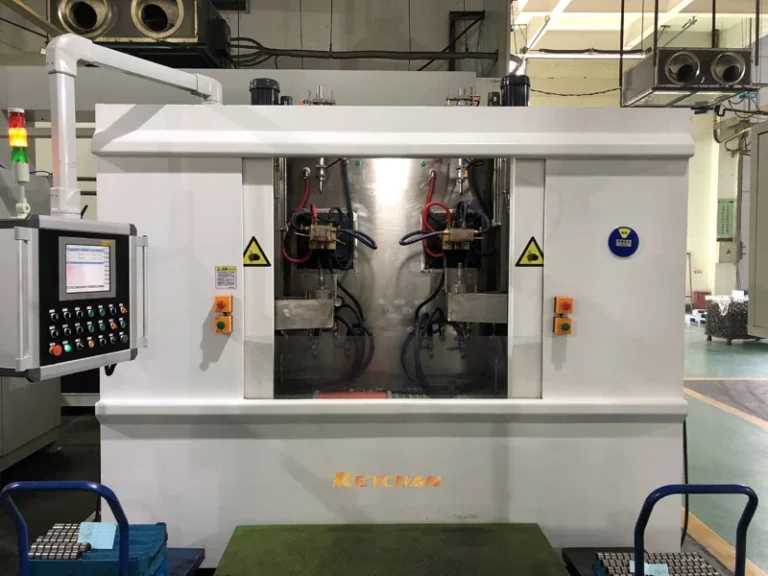
CNC高周波焼入れ機
1. ターンキー CNC 高周波焼入れ機。
2. Siemens/Mitsubishi/Fanuc の CNC プログラム。
3. インポートされたボールねじ、サーボ モーター ドライブ。
4. 1 ~ 10 個の作業ステーションをカスタマイズします。
5. プロセス パラメータ監視システムを一致させます。
6. 私達はセリウム、SGS の直接の製造者です。

立形CNC焼入れ工作機械
1.垂直CNC硬化工作機械。
2. シーメンス CNC 制御システムを採用します。
3.大量生産のための高度な自動化。
4.硬化一体型設計を採用。
5.異なる硬化方法を実現します。
6. 1 ~ 10 個の作業ステーションをカスタマイズします。


レールの高周波焼入れ
金属トラックの表面を硬化するには、金属の種類、必要な硬度、および利用可能な装置に応じてさまざまな方法があります。 一般的な方法のいくつか

土工機械ブッシュの高周波焼き入れ
土木機械ブッシュの高周波焼入れは、誘導熱と急速冷却を利用して、土木機械に使用される鋼部品の硬度と耐久性を高めるプロセスです1。
高周波焼入れプロセスガイダンス
KETCHANの誘導加熱機の周波数範囲: 1 kHz-600 kHz マシンの価格を取得する 高周波焼入れは、金属部品が交互の加熱によって加熱される表面硬化の一種です。

ホイールの高周波焼入れ
ホイールの高周波焼入れは、歯車の表面を加熱および焼入れして硬度と耐摩耗性を高めるプロセスです。 誘導加熱は電磁場を利用して、
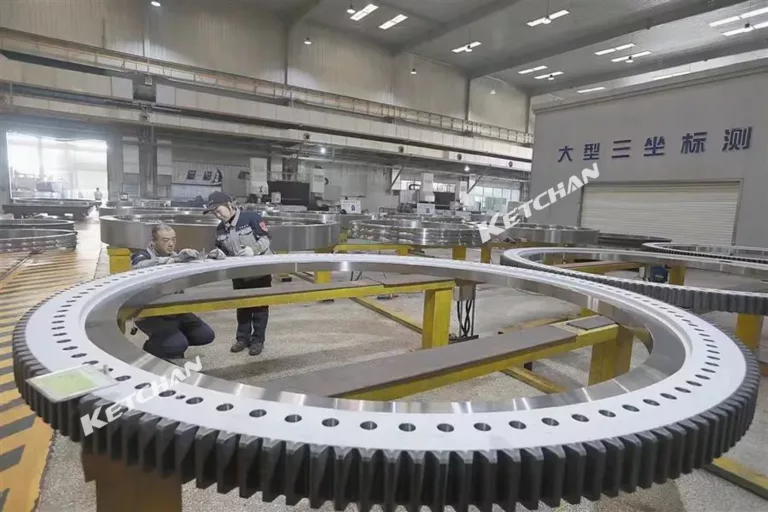
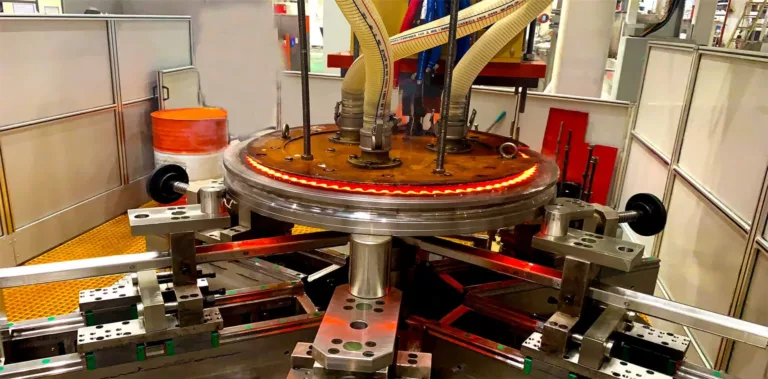
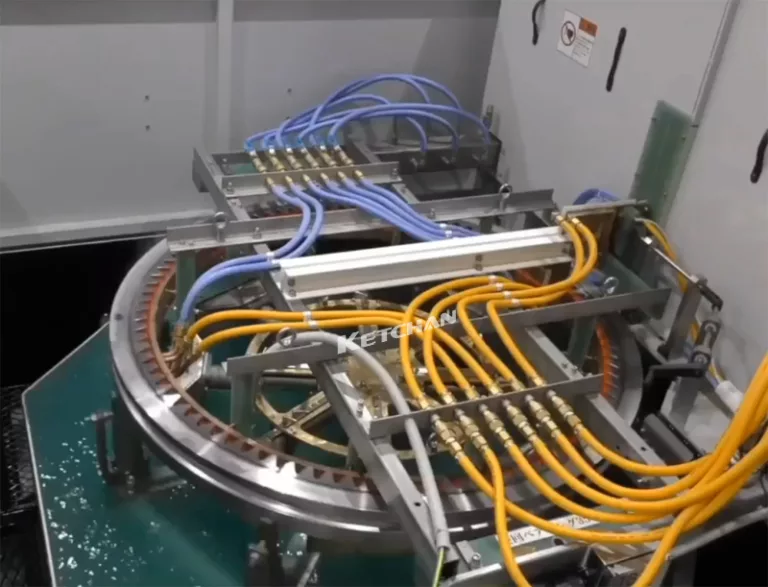
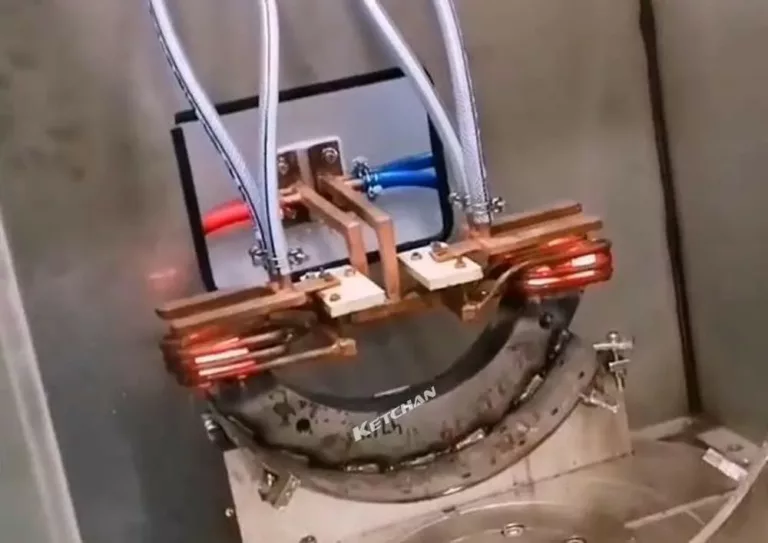
風力発電機用軸受 高周波焼入れ
風力発電機ベアリング用CNC焼入れ工作機械 風力発電機の大型ベアリングは、風力タービン設計の重要な部品です。 硬化品質

電気自動車の誘導加熱 & 硬化 & ろう付け
電気自動車と誘導加熱 ここ数年、電気自動車に対する人々の需要が大幅に増加しており、電気自動車は大手企業が追求する新たな路線となっています。
歯車の二周波高周波焼入れ
二周波誘導加熱の原理 従来の(伝統的な)二周波高周波焼き入れでは、XNUMXつの周波数電源をXNUMXつのインダクタにそれぞれ適用し、歯車を予熱する必要があります。

自動車部品の高周波焼入れ
https://www.youtube.com/watch?v=w3wKmfnNGs8 Parts can reflect the extent of induction hardening of an average car. Induction hardening of constant-speed links (sleeves and cylinders for front-drive sedans), axles and rear axle drive

ボールスタッド・ボールソケット高周波焼入れ機
ボールスタッドの主な機能は、ホイールの上下運動とステアリングの動きを実現することです。 ボールスタッドは重要なセキュリティです

コンクリートポンプチューブ内面硬化機
1.デジタルコンクリートポンプパイプ内面高周波焼入れ。
2.カスタマイズされたチューブ内穴高周波焼入れシステム。
3. 誘導加熱硬化パイプ長は3.5mまで。
4.高速加熱速度、省エネ。
5.ターンキーパイプ高周波焼入れプロジェクトです。

シャフトの高周波焼入れ
用途: ねじりや曲げなどの交互荷重がかかるワークでは、表層にはコアよりも高い応力や耐摩耗性が求められます。

高周波焼入れ設備
高周波焼入れ装置は、誘導加熱の原理を利用して機械部品の表面硬化や貫通硬化を行う加熱システムです。誘導加熱により熱を加えることができます。
自動車部品用の誘導加熱ソリューション
高周波熱処理の長所と短所 自動車部品 高周波熱処理は、電磁場を使用して金属部品やコンポーネントを直接接触せずに加熱するプロセスです。 それは

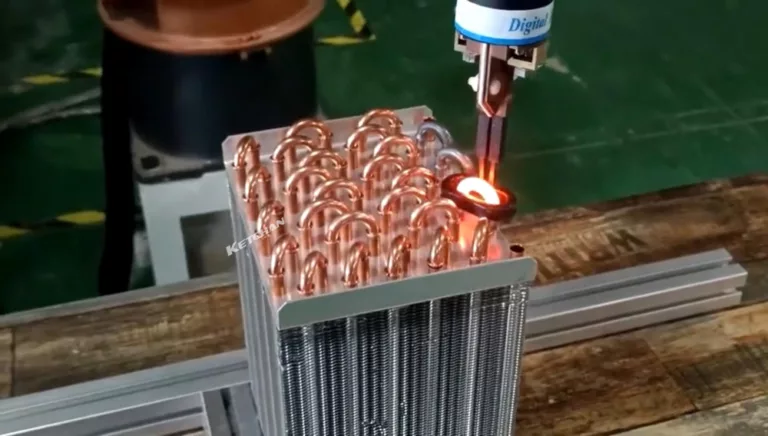
複合材料の誘導加熱
誘導加熱は、交流電磁場を使用して強磁性材料や導電性材料を加熱する技術であり、これまでポリマー材料や複合材料に適用されてきました。

誘導加熱技術は 5G 産業に何ができるでしょうか?
誘導加熱技術は、5G コンポーネントやデバイスの製造、テスト、修理の面で 5G 業界にメリットをもたらす可能性があります。 例: 5G コンポーネントの製造および
電気自動車の誘導加熱 & 硬化 & ろう付け
電気自動車と誘導加熱 ここ数年、電気自動車に対する人々の需要が大幅に増加しており、電気自動車は大手企業が追求する新たな路線となっています。
誘導はんだ精密ソリューション
誘導はんだ付けとは何ですか? 誘導はんだ付けは、正確な電磁場を使用して XNUMX つ以上の導電性材料を加熱し、フィラーで接合します。

HVAC 業界向けの誘導ろう付けソリューション
空調アクセサリの構成 空調アクセサリには、回路制御基板、ワイヤーコントローラー、マニホールド、冷媒、電子膨張弁、モーター、コンプレッサー、液体ミラー、ボールバルブが含まれます。 高周波誘導ろう付け技術